
Le flash est l’un des défauts les plus courants dans le moulage par injection – et l’un des plus mal diagnostiqués. Les fines ailettes de matériau en excès apparaissant au niveau des lignes de joint, des broches d'éjection ou des interfaces d'insert sont souvent imputées aux seuls paramètres de processus, alors que la cause première est souvent l'outillage. Ce guide fournit un cadre de diagnostic systématique couvrant les sept catégories de causes profondes, des normes de prévention quantifiées et une matrice de priorités d'actions correctives pour éliminer efficacement le flash.
1. Qu’est-ce que la moisissure?
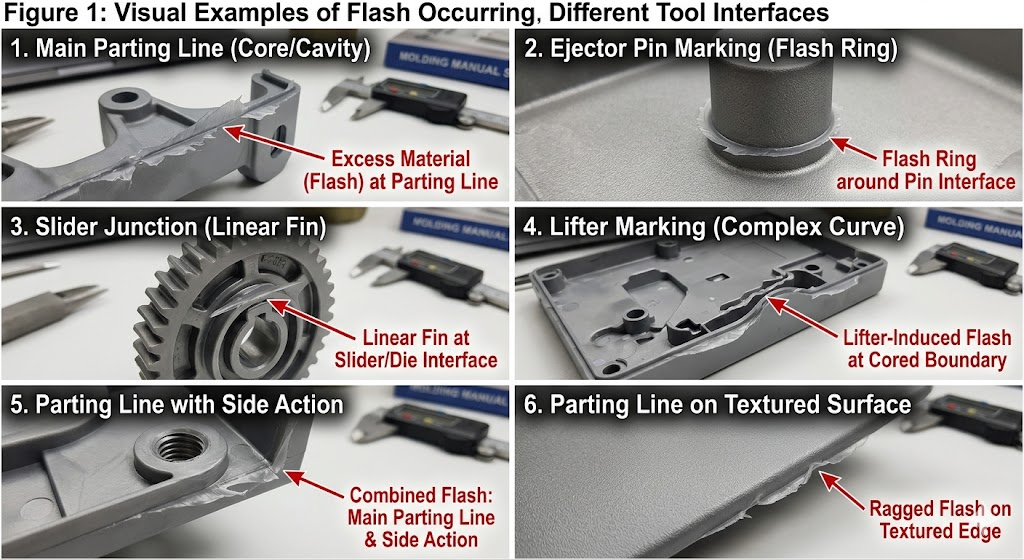
Le flash (aussi : flash, bavure) est un excès de matériau qui s'échappe de la cavité du moule par n'importe quel espace de l'outil avant de geler. Il apparaît sous la forme d'une fine nageoire, d'une toile ou d'un bord en plumes attaché à la pièce au niveau :
- Lignes de séparation — l'emplacement le plus courant
- Interfaces pour broches d'éjection — des anneaux circulaires autour des faces des broches
- Interfaces de coulisse et de levage — ailettes linéaires le long des faces de contact à action latérale
- Insérer des limites — aux périmètres des inserts métalliques dans les moulures d'insert
- Emplacements des évents — si les évents sont surdimensionnés ou érodés
- Surfaces d'arrêt — dans les éléments fourrés et les trous traversants
Le flash n'est pas seulement cosmétique. Cela ajoute des opérations de détourage secondaires, risque d'interférences lors de l'assemblage, crée des arêtes vives (risque de blessure et de défaillance du joint) et, dans les applications médicales ou en contact avec les aliments, déclenche une non-conformité réglementaire. Plus important encore, cela signale un espace dans le système de moulage qui, s'il n'est pas traité, s'élargit progressivement à chaque tir.
2. Les sept catégories de causes profondes
Le flash a toujours la même cause immédiate : le matériau sous pression trouve un espace. Mais l’origine de cet écart se divise en sept catégories distinctes, chacune nécessitant une action corrective différente.
2.1 Force de serrage insuffisante
La cause la plus fréquemment négligée. Si la pression d'injection dépasse la force de serrage effective de la presse sur la zone projetée de la pièce et du système de canaux, les plaques de moule se séparent momentanément pendant le remplissage et le compactage, créant ainsi un espace dynamique au niveau de la ligne de joint.
Contrôle diagnostique :
Force de serrage requise (tonnes) = Surface projetée (cm²) × Pression dans la cavité (MPa) ÷ 100Pour une pièce de 180 cm² de surface projetée (cannes comprises) remplie à une pression moyenne de cavité de 80 MPa :
Pince requise = 180 × 80 ÷ 100 = 144 tonnes minimumAjouter une marge de sécurité de 20 à 25 % → 175 à 180 tonnes minimum.
L'exécution de cette pièce sur une presse de 150 tonnes produira un éclair sur la ligne de joint, quel que soit le réglage de tout autre paramètre.
Erreur courante : Calcul de la surface projetée à partir de la pièce uniquement, à l'exclusion du système de glissières. Les carottes, les canaux et les portes contribuent de manière significative à la surface projetée et à la pression dans la cavité.
| Matériel | Plage de pression typique dans la cavité | Règle empirique de la force de serrage |
|---|---|---|
| PP, PE (paroi mince) | 40 à 80 MPa | 0,4–0,8 t/cm² |
| ABS, PS | 50 à 90 MPa | 0,5–0,9 t/cm² |
| PA6, PA66 | 60 à 100 MPa | 0,6 à 1,0 t/cm² |
| PC, PC/ABS | 80-130 MPa | 0,8 à 1,3 t/cm² |
| PPS, LCP | 90-150 MPa | 0,9 à 1,5 t/cm² |
| POM | 70 à 110 MPa | 0,7 à 1,1 t/cm² |

2.2 Usure ou dommages des surfaces de séparation
La surface de séparation (PS) est le principal joint entre la cavité et l'atmosphère. Tout écart par rapport à une planéité parfaite, qu'il s'agisse d'usure, de dommages causés par un impact, d'érosion par étincelle EDM ou d'une dureté de surface inadéquate, permet au matériau de s'échapper.
Tolérances critiques :
| Taille du moule | Écart de planéité PS maximum autorisé | Dureté de l'acier recommandée |
|---|---|---|
| Petit (<250 × 250 mm) | 0,005 mm | 48-52 HRC |
| Moyen (250-500 mm) | 0,008 mm | 48-52 HRC |
| Grand (>500 mm) | 0,010 à 0,012 mm | 44-48 HRC |
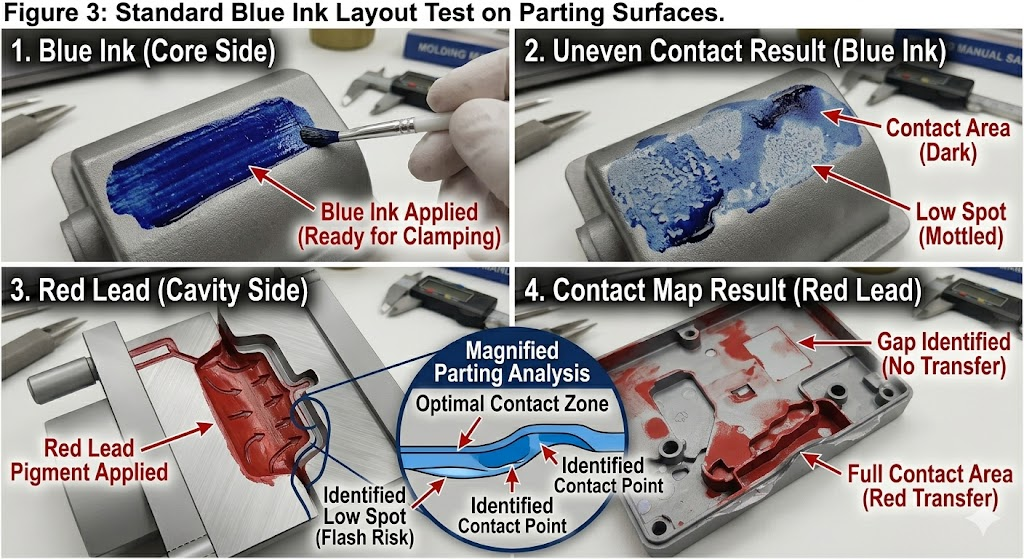
Protocole de contrôle : Test de transfert d'encre bleue ou balayage d'une jauge d'épaisseur sur toute la surface de séparation. Tout écart >0,010 mm sur un matériau de base ou >0,005 mm sur un matériau à faible viscosité (LCP, PPS) constitue un risque flash.
Méthodes de réparation par gravité :
| Type de dommage | Méthode de réparation | Délai |
|---|---|---|
| Usure mineure (zone basse <0,05 mm) | Repolissage par soudage laser | 1 à 3 jours |
| Usure modérée (0,05–0,2 mm) | Soudage par pulvérisation ou réusinage de soudure TIG | 3 à 5 jours |
| Dommages dus à un impact / bosse | Soudage laser EDM ré-étincelle | 2 à 4 jours |
| Usure généralisée (>0,2 mm) | Ré-écrémage PS complet sur meuleuse plane | 3 à 7 jours |
| Flash répété au même endroit | Repolissage des soudures à face dure (Stellite) | 5 à 10 jours |
2.3 Vitesse ou pression d'injection excessive
Même un moule géométriquement parfait clignotera si les paramètres du processus poussent la pression dans l'empreinte au-delà de la capacité de force de serrage, ou si la vitesse d'injection est suffisamment élevée pour créer un effet de coin hydraulique au niveau de la ligne de joint avant que le tonnage de serrage ne se développe complètement.
Conditions de processus induisant un flash :
- Vitesse d'injection réglée si élevée que la cavité se remplit en moins de 0,3 s — le pic de pression dépasse momentanément la capacité de la pince.
- Pression de conditionnement réglée au-dessus de 80 % de la pression d'injection sur un matériau à faible viscosité
- Temps de maintien prolongé au-delà du gel de la porte : une pression continue après le gel de la porte transfère la force aux plaques de moule, et non à l'emballage de la pièce.
- Température de fusion trop élevée : réduit la viscosité, le matériau s'écoule de manière plus agressive dans les espaces
Séquence de réglage du processus (avant intervention de l'outillage) :
- Réduisez la vitesse d'injection par incréments de 10 % - vérifiez si le flash réduit
- Réduire la pression du pack à 60-70 % de la pression de remplissage
- Vérifier que le temps de maintien ne dépasse pas le temps de gel de la porte (utiliser l'étude de gel de la porte)
- Réduire la température de fusion de 5 à 10 °C
- Si le flash persiste après les quatre ajustements, la cause première est l'outillage et non le processus.
2.4 Viscosité du matériau trop faible
Les matériaux à faible viscosité s'écoulent dans les espaces comblés par les matériaux à viscosité standard. C'est pourquoi les qualités PPS, LCP et PA de faible poids moléculaire nécessitent des tolérances de surface de joint plus strictes que l'ABS ou le PP.
Melt Flow Index (MFI) comme indicateur de risque flash :
| Plage IMF (g/10 min) | Catégorie de risque Flash | Écart PS maximum autorisé |
|---|---|---|
| < 5 | Faible | 0,020 mm |
| 5 à 20 | Modéré | 0,015 mm |
| 20-50 | Élevé | 0,010 mm |
| > 50 (par exemple LCP, PP à paroi mince) | Très élevé | 0,005 à 0,008 mm |
Variation du lot de matériaux : Le MFI peut varier de ± 15 à 25 % entre les lots d’un même grade. Un moule fonctionnant au seuil de flash avec un lot peut flasher avec le suivant. Vérifiez toujours les IMF entrantes par rapport aux données de qualification des moules.
2.5 Température du moule trop élevée
Une température élevée du moule réduit la viscosité de la couche fondue en contact avec la surface de joint, prolongeant ainsi la fenêtre temporelle pendant laquelle le matériau est suffisamment fluide pour pénétrer dans les interstices. Ceci est particulièrement important pour :
- Matériaux cristallins à points de fusion pointus (POM, PPS, PA)
- Les matériaux fonctionnent près de la limite supérieure de leur plage de température de moule recommandée.
- Moules à canaux chauds où la chaleur du collecteur peut élever localement la température de la plaque de moule
Règle générale : Chaque augmentation de 10 °C de la température du moule au-dessus du minimum recommandé augmente la sensibilité du flash d'environ un degré de viscosité, ce qui équivaut à une augmentation de 20 % du MFI.
2.6 Défauts de conception du moule
Caractéristiques géométriques dans la conception du moule qui créent un risque inhérent d'éclair :
Portées des surfaces de joint non supportées : Les grandes surfaces de joint plates sans piliers de support fléchissent sous la pression de la cavité. Une plaque de moule sans support de 400 × 400 mm en acier P20 dévie de 0,03 à 0,08 mm à 80 MPa, ce qui est suffisant pour produire des bavures sur le périmètre.
Règle de conception du pilier de support : Portée maximale non supportée entre les piliers de support = 150 mm pour les moules de charge moyenne. Ajoutez des piliers espacés de 120 à 130 mm pour les matériaux haute pression (PC, PPS).
Largeur de terrain insuffisante au niveau de la ligne de séparation : Le « terrain » – la bande plate étroite immédiatement adjacente à la cavité sur la surface de joint – doit être suffisamment large pour résister à la déformation induite par la pression. Largeur de terrain minimale recommandée :
| Matériel | Largeur minimale du terrain |
|---|---|
| PP, PE, ABS | 3 à 5 mm |
| PA, POM, PC | 5 à 8 millimètres |
| PPS, LCP | 8 à 12 mm |
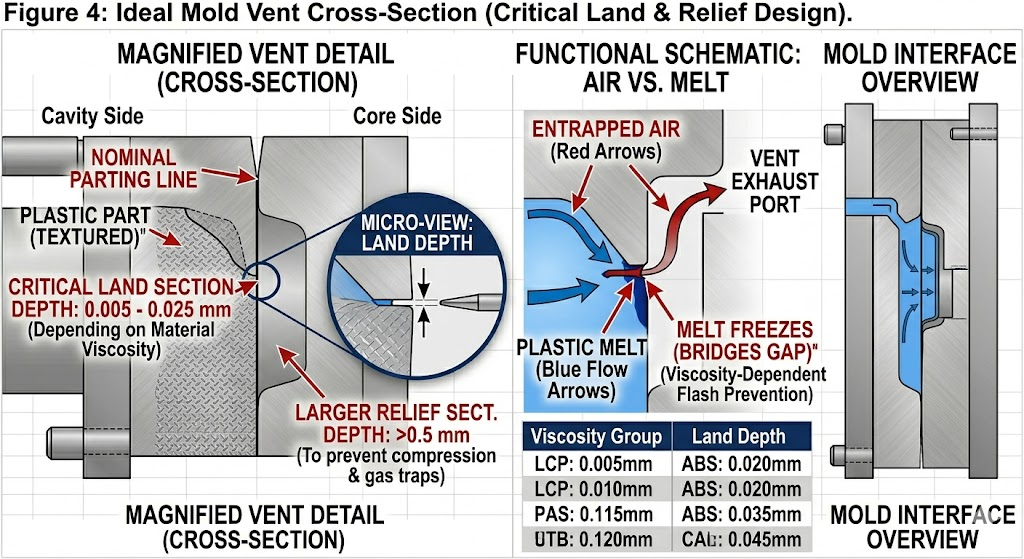
Profondeur de ventilation trop profonde : Les évents sont des espaces intentionnels : s’ils sont surdimensionnés, ils deviennent des générateurs de flash. Lignes directrices standard sur la profondeur de ventilation :
| Matériel | Profondeur de ventilation (section terrestre) | Profondeur de ventilation (section de secours) |
|---|---|---|
| PP, PE | 0,015 à 0,025 mm | 0,5 à 0,8 mm |
| ABS, PS | 0,010 à 0,020 mm | 0,5 à 0,8 mm |
| PA, POM | 0,010 à 0,015 mm | 0,3 à 0,5 mm |
| PC, PC/ABS | 0,008 à 0,015 mm | 0,3 à 0,5 mm |
| PPS, LCP | 0,005 à 0,010 mm | 0,2 à 0,3 mm |
2.7 Composants mobiles usés ou mal alignés
Les actions latérales, les élévateurs, les extractions de noyau et les broches d'éjection créent des interfaces dynamiques qui bougent à chaque cycle. Ces interfaces s'usent progressivement et constituent la source de flash la plus courante dans les productions à grand volume, auparavant sans flash.
Flash de l'éjecteur : Le jeu entre le diamètre de la goupille et le diamètre du trou doit être maintenu dans des limites strictes. Dégagement standard par matériau :
| Matériel | Jeu de la broche d'éjection (par côté) |
|---|---|
| PP, PE, ABS | 0,010 à 0,020 mm |
| PA, POM | 0,008 à 0,015 mm |
| PC, PC/ABS | 0,005 à 0,012 mm |
| PPS, LCP | 0,003 à 0,008 mm |
Les jeux au-dessus de ces limites produisent un flash d'épingle visible. En dessous, des épingles se lient et se brisent. Il s'agit d'un problème de gestion de l'usure : le jeu des broches doit être vérifié tous les 100 000 à 200 000 tirs sur les outils à grand volume.
Flash d'interface de glissière et de levage : L'usure des plaques d'usure (carreaux) qui guident les actions latérales permet à la face coulissante de se décaler de 0,01 à 0,05 mm par rapport à sa face d'appui, ce qui est suffisant pour le flash. Les plaques d'usure Gib doivent être des composants remplaçables sur tout moule de production, avec des intervalles d'inspection définis dans le plan de maintenance du moule.
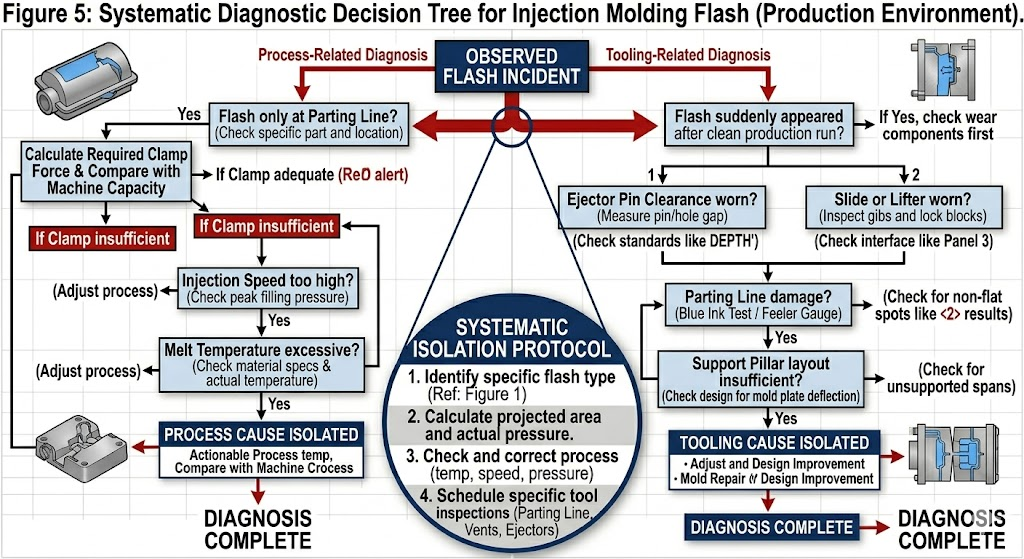
3. Arbre de décision de diagnostic Flash
Utilisez cette séquence pour identifier la cause profonde sans démontage inutile du moule :
FLASH OBSERVÉ│├── Flash uniquement au niveau de la ligne de séparation ?│ ├── OUI → Vérifier d'abord le calcul de la force de serrage│ │ → Contrôlez ensuite la planéité du PS (test à l'encre bleue)│ │ → Puis réduire la vitesse d'injection / la pression du pack│ └── NON → Continuer ci-dessous│├── Flash uniquement au niveau des éjecteurs ?│ └── OUI → Mesurer le jeu entre la goupille et le trou│ → Vérifier la longueur des broches (broche longue = pression de contact plus élevée)│ → Vérifiez que le retour de la plaque d'éjection est bien en place avant la fermeture de la pince.│├── Flash sur l'interface glissière/lève-personne ?│ └── OUI → Inspecter les plaques d'usure des cales (jauge d'épaisseur)│ → Vérifier la force d'appui du coulisseau/l'angle de verrouillage│ → Vérifier le contact du talon│├── Flash au niveau des bouches d'aération ?│ └── OUI → Mesurer la profondeur de l'évent (cible : recouper selon les spécifications)│ → Vérifier l'érosion des évents (matériau abrasif chargé de verre)│├── Flash est soudainement apparu après X plans de production propre ?│ └── OUI → Cause liée à l'usure (gib, plan de joint, éjecteurs)│ → Planifier l'inspection des moules / la maintenance préventive│└── Cadeau flash du premier coup de nouveau moule ? └── OUI → Problème de qualité de conception ou de construction → Vérifier le calcul de la force de serrage → Vérifier la qualité de meulage des surfaces de joint → Vérifier la disposition des piliers de support → Vérifier les profondeurs de ventilation par rapport aux spécifications
4. Normes de prévention par phase de développement de moisissures
La prévention des éclairs la plus rentable se produit avant que le moule ne lance son premier tir.
4.1 Phase de conception
- Exécutez la simulation de pression dans l'empreinte Moldflow : vérifiez que la pression maximale dans l'empreinte × la surface projetée ne dépasse pas 80 % de la capacité prévue du collier de serrage de la presse.
- Concevoir des piliers de support à centres ≤ 150 mm pour toutes les pressions de cavité > 60 MPa
- Préciser la largeur minimale du terrain par catégorie de matériaux (Section 2.6)
- Concevez la profondeur de l'évent selon les spécifications du matériau – ne vous fiez pas aux surépaisseurs d'usinage par défaut
- Spécifiez le jeu de l'éjecteur dans le dessin du moule : il doit apparaître sur le bloc de tolérance et ne pas être laissé au jugement du machiniste.
4.2 Phase de construction du moule
- Vérifier la planéité de la surface de séparation sur la meuleuse plane avant l'assemblage final - documenter la mesure
- Test à l'encre bleue après l'assemblage complet – contact à 100 % avec la surface de séparation requis avant le premier essai
- Mesurez et enregistrez tous les jeux des broches d'éjection - minimum 5 broches d'échantillonnage par moule, jeu complet pour les moules critiques
- Vérifiez l'assise de la diapositive sous la charge de serrage de la presse avant la première injection — utilisez de l'argile ou un film Fuji Prescale
4.3 Phase d'essai du premier article
- Commencez à une vitesse d'injection de 50 % et à une pression de conditionnement de 60 % — augmentez progressivement
- Enregistrer la limite supérieure de la fenêtre de processus (début du flash) : il s'agit d'un paramètre critique de qualification du moule.
- Largeur de la fenêtre de traitement du document : la différence entre le début d'un tir court et le début du flash doit être ≥ 15 % de la pression d'injection pour un moule robuste
4.4 Phase de production
- Définir des intervalles de maintenance préventive pour : l'inspection des surfaces de joint (tous les 200 000 tirs), la mesure de la plaque d'usure des gibs (tous les 150 000 tirs), la vérification du jeu des broches d'éjection (tous les 100 000 tirs pour les outils à grand volume)
- Suivez les incidents de flash par emplacement dans le système SPC : un flash progressif à un emplacement signale l'usure avant qu'il ne devienne une évasion de qualité.
- Tenir à jour les enregistrements d'inspection entrante des matériaux de l'IMF — corréler les incidents flash avec les données de l'IMF
5. Matrice des priorités des actions correctives
Lorsqu'un flash est observé en production, utilisez cette matrice pour hiérarchiser les actions correctives en fonction du coût et de l'efficacité :
| Action | Coût | Il est temps de mettre en œuvre | Efficacité | Priorité |
|---|---|---|---|---|
| Réduire la vitesse d'injection / la pression du pack | Zéro | Immédiat | Élevé (if process-caused) | 1er |
| Vérifier l'adéquation de la force de serrage - passer à une presse plus grande | Faible | Même changement | Définitif pour le flash provoqué par la pince | 2ème |
| Test d'encre bleue – identifier l'écart de contact PS | Faible | 2 à 4 heures | Diagnostic et non correctif | 3ème |
| Réparation par soudure laser des points bas du PS | Moyen | 1 à 3 jours | Permanent pour flash causé par l'usure | 4ème |
| Remplacer les plaques d'usure de gib usées | Faible–Medium | 4 à 8 heures | Permanent pour flash slide | 5ème |
| Remplacer les broches d'éjection (jeu surdimensionné) | Faible | 4 à 8 heures | Permanent pour flash à épingle | 6ème |
| Re-meuler la surface de séparation | Moyen | 3 à 7 jours | Permanent pour une usure généralisée du PS | 7ème |
| Ajouter des piliers de support (défaut de conception) | Élevé | 2 à 4 semaines | Permanent pour les flashs causés par la déviation | 8ème |
| Augmenter la dureté de l'acier (réinsérer dans un acier plus dur) | Élevé | 3 à 6 semaines | Prévention de l'usure à long terme | 9ème |
6. Cas particuliers : matériaux à haut risque d'éclair
PPS et LCP
Les deux matériaux ont des viscosités à l’état fondu 3 à 5 fois inférieures à celles de l’ABS aux températures de traitement. Ils trouveront et exploiteront toute lacune comblée par les matériaux standards. Les moules utilisant du PPS ou du LCP doivent être construits avec des tolérances plus strictes dès le départ : la modernisation d'un moule à tolérance standard pour exécuter du PPS est rarement rentable.
Exigences obligatoires :
- Acier à cavité S136 ou 420SS (corrosion et dureté)
- Planéité de la surface de joint ≤0,005 mm
- Jeu de l'éjecteur ≤0,006 mm par côté
- Profondeur de ventilation ≤0,008 mm section terrestre
- Piliers de support à entraxe maximum de 120 mm
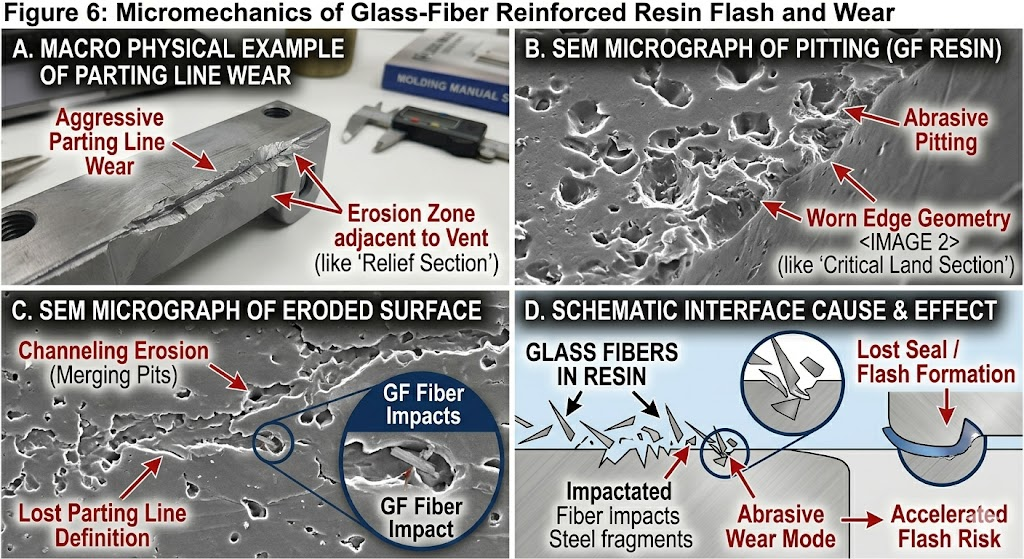
Qualités remplies de verre (GF30 et supérieur)
Les fibres de verre sont abrasives. Les plans de joint, les évents et les trous d'éjection s'usent tous plus rapidement dans la production remplie de GF que dans les qualités non chargées. Les intervalles de maintenance doivent être réduits de 30 à 40 % par rapport aux calendriers de matériaux non remplis. Des inserts en acier trempé (≥50 HRC) aux endroits à forte usure (zones de porte, ligne de joint adjacente à la porte) sont fortement recommandés.
Pièces à paroi mince (paroi <1,0 mm)
Les pièces à paroi mince nécessitent des vitesses et des pressions d'injection élevées, ce qui pousse la pression dans la cavité jusqu'à la limite supérieure de la capacité de serrage de la presse. La fenêtre de processus entre le tir court et le flash est très étroite (parfois <5 % de la pression d'injection). Ces moules nécessitent :
- Surface de joint de précision (planéité ≤0,005 mm)
- Une presse plus grande que ce que suggère le calcul de la pince seul (ajoutez une marge de 30 %)
- Capteurs de pression de cavité en temps réel : contrôle de presse en boucle fermée pour éviter les éclairs
7. Coût du Flash : pourquoi l'élimination est payante
Le coût du Flash est rarement évalué avec précision dans les systèmes qualité. Le coût réel comprend :
| Coût Element | Gamme typique par pièce | Remarques |
|---|---|---|
| Travail de coupe | 0,05 $ à 0,40 $ | Dépend de l'emplacement du flash et de l'accessibilité |
| Usure des outils due au flash (endommagement accéléré du PS) | 0,01 $ à 0,05 $ amorti | Flash endommage le PS, créant un cycle d'aggravation |
| Augmentation du taux de rebut (le flash provoque le rejet des pièces) | 1 à 5 % de la valeur de la production | Élevéer for tight-tolerance parts |
| Arrêts de la chaîne de montage (le flash provoque des problèmes d'ajustement) | Variable | Peut déclencher des rétrofacturations des clients |
| Retours clients / échecs sur le terrain | Élevé | Spécialement pour sceller les surfaces |
| Temps d'arrêt pour réparation de moules | 500 $ à 5 000 $ par incident | Plus une opportunité de production perdue |
Pour une pièce de volume moyen de 500 000 pièces/an avec un coût de coupe de 0,20 $/pièce et 2 % de rebuts liés au flash, le coût annuel du flash non résolu dépasse 150 000 $ — bien plus que le coût d'une réparation appropriée des surfaces de séparation ou d'un programme d'entretien du moule.
8. Conclusion
Le flash est un symptôme et non une cause profonde. Pour le résoudre de manière permanente, il faut identifier laquelle des sept catégories de causes profondes (force de serrage, état de surface de la pièce, paramètres de processus, viscosité du matériau, température du moule, défaut de conception ou usure des composants) est le véritable facteur. Les ajustements de processus suppriment temporairement le flash ; les corrections d’outillage et de conception l’éliminent définitivement.
La stratégie la plus rentable est la prévention : concevoir des surfaces de séparation, des structures de support et des géométries d'évents selon les spécifications correctes pour le matériau spécifique utilisé, et mettre en œuvre un programme de maintenance préventive structuré qui détecte l'usure avant qu'elle ne devienne une fuite de qualité.
Articles connexes :
- Comprendre ce qu'est un tir court dans le moulage par injection : causes, solutions et prévention
- Contrôle du retrait et du gauchissement dans le moulage par injection : guide d'ingénierie pour les équipementiers
- Reprise de moulage par injection : pouvez-vous convertir un outil à 2 empreintes en un outil à 4 empreintes ?
- Le guide ultime de la réparation des moules à injection : techniques de soudage au laser et de traitement de surface
- Guide de sélection pour l’acier pour moulage par injection de haute précision
Moule IMTEC | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, Chine | [email protected] | 86 153 5648 7586

