
Introduction
Dans le moulage par injection plastique, la finition de surface d’une pièce est bien plus qu’un choix esthétique. Cela influence directement la sensation d'un produit dans la main du consommateur, la façon dont la lumière se reflète sur ses contours et, plus important encore, la propreté avec laquelle la pièce est éjectée de la cavité du moule pendant la production. Choisir une mauvaise finition peut entraîner des micro-rayures, des marques d'évier esthétiques ou des pièces coincées dans l'outil, augmentant considérablement les taux de rebut.
Pour normaliser ces finitions tout au long de la chaîne d'approvisionnement, la Société de l'industrie des plastiques (maintenant simplement connue sous le nom de PLASTICS) a créé le système de classification des finitions de surface SPI. Bien que l'association ait mis à jour son nom, les fabricants d'outils et les ingénieurs de fabrication du monde entier les appellent toujours universellement les « normes SPI ».
Comprendre les nuances de ces normes – et la manière dont les différents polymères interagissent avec elles – est la clé pour équilibrer l’intention esthétique avec la réalité de la fabrication.

Les 4 principales classifications de finition SPI
La norme SPI classe les finitions en quatre catégories de lettres distinctes (A, B, C et D), déterminées par le support et la méthode utilisés pour polir l'acier du moule. Au sein de chaque nuance, les chiffres 1 à 3 désignent le niveau de traitement et la rugosité moyenne de surface (Ra) qui en résulte.
Classe A : Finitions brillantes/brillantes (polissage diamant)
Les finitions de classe A représentent le summum de la clarté optique et de l’esthétique brillante. Ces finitions sont obtenues en polissant minutieusement à la main la cavité du moule à l'aide de pâtes de polissage en poudre de diamant de qualité progressivement plus fine.
- SPI A-1 : La norme la plus élevée, utilisant une pâte de polissage diamantée de grade 3 pour obtenir une rugosité de surface ultra-lisse d'environ 0,012 à 0,025 micromètres Ra. Il donne une finition miroir hautement réfléchissante.
- IPS A-2 : Utilise une pâte diamantée de grade 6, ce qui donne une valeur Ra légèrement plus élevée (0,025 à 0,05 micromètres) tout en conservant une brillance supérieure.
- IPS A-3 : Poli avec une pâte diamantée Grade 15, offrant un aspect net et brillant mais permettant un profil de rugosité légèrement plus indulgent (0,05 à 0,10 micromètres Ra).
Aperçus de la fabrication :
Pour obtenir une véritable finition de classe A, il faut des aciers pour moules de haute qualité et de haute dureté comme le NAK80 ou le S136. Les aciers à outils standards contiennent des micro-impuretés ou de la porosité ; lorsqu'elles sont polies à un niveau A-1, ces impuretés « s'arrachent », laissant des piqûres microscopiques qui gâchent la finition.
De plus, les surfaces de classe A agissent comme une loupe pour les défauts internes des pièces : tout léger retrait volumétrique (marques d'évier) derrière une nervure ou un bossage sera instantanément visible sous la réflexion de la lumière.
- Applications courantes : Lentilles optiques, conduits de lumière transparents, écrans faciaux, miroirs et boîtiers électroniques grand public haut de gamme lorsqu'un aspect noir piano ou cristallin de qualité supérieure est requis.
Classe B : Finitions semi-brillantes (papier grain)
Les finitions de classe B sont conçues pour les pièces qui nécessitent une apparence soignée et professionnelle sans les coûts extrêmes ni la fragilité d'une finition miroir. Ces surfaces sont obtenues à l’aide de papier de verre à grain fin appliqué selon un mouvement linéaire et superposé.
- SPI B-1 : Fini avec du papier grain 600, produisant une surface semi-brillante exceptionnellement propre avec une rugosité typique de 0,05 à 0,10 micromètres Ra.
- IPSB-2 : Poli avec du papier grain 400, offrant un aspect semi-brillant modéré (0,10 à 0,15 micromètres Ra).
- IPSB-3 : Poli avec du papier grain 320, donnant un éclat satiné doux avec des micro-rayures visibles et uniformes (0,28 à 0,35 micromètres Ra).
Aperçus de la fabrication :
Étant donné que le polissage du papier abrasif introduit un motif de rayures directionnelles et linéaires dans le moule, l'outilleur doit aligner les coups de polissage avec la direction de l'ouverture du moule (chemin d'éjection). Si les lignes de grain sont perpendiculaires à la direction de traction, le plastique moulé agrippera les micro-rainures, entraînant des éraflures et de graves difficultés d'éjection pendant le cycle de production.
- Applications courantes : Boîtiers d'appareils grand public, panneaux de garniture intérieure d'automobile, boîtiers électroniques portables et équipement de bureau commercial.

Classe C : Finitions mates (polissage de pierre)
Les finitions de classe C se caractérisent par un aspect mat doux, terne et non réfléchissant. Les outilleurs obtiennent cette texture en utilisant des pierres à huile de profilage (pierres abrasives) pour lisser de manière agressive l'acier du moule.
- SPI C-1 : Obtenu à l'aide d'une pierre à polir fine de grain 600, résultant en une finition mate et lisse (0,35 à 0,40 micromètres Ra).
- IPS C-2 : Fini avec une pierre de grain 400, créant une texture mate distincte (0,45 à 0,55 micromètres Ra).
- IPS C-3 : Fini avec une pierre plus grossière de grain 320, éliminant toutes les marques d'outillage pour laisser un aspect mat plus rugueux et complètement plat (0,63 à 0,85 micromètres Ra).
Aperçus de la fabrication :
Dans les applications industrielles, la classe C est rarement choisie uniquement pour « décorer » une pièce. Au lieu de cela, il s’agit de la finition « rentable » privilégiée par l’industrie. L'objectif principal d'un polissage de pierre est d'effacer rapidement et économiquement les marques d'usinage grossières (festonnages et rainures) laissées par les fraises CNC ou les électrodes EDM. C'est la finition par défaut pour les pièces que l'utilisateur final ne verra jamais.
- Applications courantes : Nervures structurelles internes, supports électroniques, composants structurels automobiles, réservoirs de carburant et quincaillerie industrielle dissimulée.
Classe D : Finitions texturées (sablage/sablage)
Les finitions de classe D offrent une sensation rugueuse, fortement texturée ou satinée. Il s’agit d’un processus de texturation « destructif » dans lequel la cavité du moule est soumise à un sablage sec sous haute pression.
- SPI J-1 : Créé en sablant l'acier du moule avec de fines billes de verre, ce qui donne une finition mate uniforme et satinée (0,80 à 1,10 micromètres Ra).
- SPI J-2 : Sablé avec un abrasif ou du sable de qualité moyenne, produisant une texture plus rugueuse et antidérapante (1,10 à 1,60 micromètres Ra).
- SPI J-3 : Sablé avec de l'oxyde d'aluminium grossier ou des grains de sable lourds, donnant une finition hautement tactile, rugueuse et complètement plate (2,30 à 3,20 micromètres Ra).
Aperçus de la fabrication :
Les finitions de classe D sont incroyables pour masquer les défauts de surface comme les lignes de soudure ou les petites marques d’évier. Cependant, les ingénieurs doivent prévoir une « dégradation de la texture ». Sur une longue période de production (par exemple, des centaines de milliers de cycles), les plastiques techniques abrasifs comme le nylon chargé de verre vont lentement éroder et « polir » les pics acérés d'une cavité de moule sablée. En conséquence, une texture J-1 peut progressivement se transformer en une texture semi-mate au fil du temps, ce qui nécessite que le moule soit retiré de la production et re-sablé pour restaurer les spécifications d'origine.
- Applications courantes : Poignées d'outils robustes, volants en plastique, coques de bagages texturées, poignées pour appareils électroniques grand public et boîtiers industriels conçus pour masquer les empreintes digitales et les rayures.
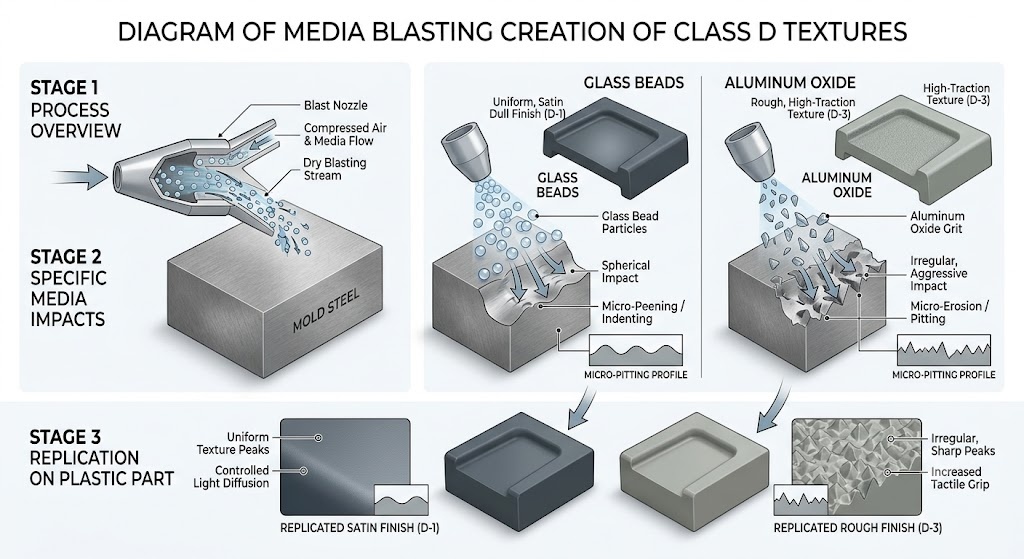
Tableau de comparaison des finitions de surface SPI
| Catégorie SPI | Méthode de finition / Médium | Moyenne de rugosité typique (Ra - Micromètres) | Moyenne de rugosité typique (Ra - Micropouces) | Apparence visuelle et niveau de brillance | Multiplicateur de coût relatif de l'outillage |
|---|---|---|---|---|---|
| A-1 | Buff diamant de niveau 3 | 0,012 à 0,025 | 0,5 à 1,0 | Polissage miroir élevé, hautement réfléchissant | 2,5x à 3,0x |
| A-2 | Buff diamant de niveau 6 | 0,025 à 0,05 | 1,0 à 2,0 | Polissage miroir, bonne réflectivité | 2,0x à 2,5x |
| A-3 | Buff diamant de niveau 15 | 0,05 à 0,10 | 2,0 à 4,0 | Haute brillance, reflets doux | 1,5x à 2,0x |
| B-1 | Papier grain 600 | 0,05 à 0,10 | 2,0 à 4,0 | Semi-brillant, lustre linéaire fin | 1,3x |
| B-2 | Papier grain 400 | 0,10 à 0,15 | 4,0 à 6,0 | Moyen semi-brillant | 1,2x |
| B-3 | Papier grain 320 | 0,28 à 0,35 | 11,0 à 14,0 | Satin doux, brillant doux | 1,1x |
| C-1 | Pierre de grain 600 | 0,35 à 0,40 | 14,0 à 16,0 | Fin mat, non réfléchissant | 1,0x (référence) |
| C-2 | Pierre de grain 400 | 0,45 à 0,55 | 18,0 à 22,0 | Finition mate moyenne, plate. | 0,9x |
| C-3 | Pierre de grain 320 | 0,63 à 0,85 | 25,0 à 34,0 | Mat grossier, efface les marques d'outils | 0,8x |
| D-1 | Soufflage de billes de verre sec | 0,80 à 1,10 | 32,0 à 44,0 | Satin mat, texture nacrée fine | 1,2x |
| D-2 | Jet de sable fin | 1,10 à 1,60 | 44,0 à 64,0 | Texture terne, complètement plate. | 1,3x |
| D-3 | Sable grossier/explosion d'oxyde | 14h30 à 15h20 | 90,0 à 130,0 | Texture très rugueuse et tactile. | 1,4x |
Facteurs clés lors du choix d’une finition de surface SPI
La sélection d'une finition de surface nécessite un compromis calculé entre les propriétés du matériau, la géométrie et le budget. Voici les principaux facteurs qui devraient guider votre décision de fabrication (DFM).
Sélection des matériaux : polymères cristallins ou amorphes
La structure moléculaire de votre résine plastique dicte directement la façon dont elle reproduit la finition du moule.
- Polymères amorphes (par exemple, polycarbonate, ABS, acrylique/PMMA) ont une disposition moléculaire aléatoire qui s'adapte parfaitement à l'acier poli. Ils excellent dans l'obtention de finitions diamantées de classe A pour une transparence absolue ou une brillance élevée.
- Polymères cristallins (par exemple, nylon/PA, polypropylène, polyéthylène) subissent une cristallisation structurée en refroidissant, provoquant un retrait plus élevé. De plus, si vous ajoutez des fibres de verre (GF) à ces matériaux pour plus de résistance, les fibres ont tendance à flotter à la surface. Spécifier une finition de classe A sur un nylon chargé à 30 % de verre est un gaspillage de capital : la surface aura intrinsèquement un aspect strié et marbré. Ces matériaux fonctionnent bien mieux sur les finitions de classe C ou de classe D.
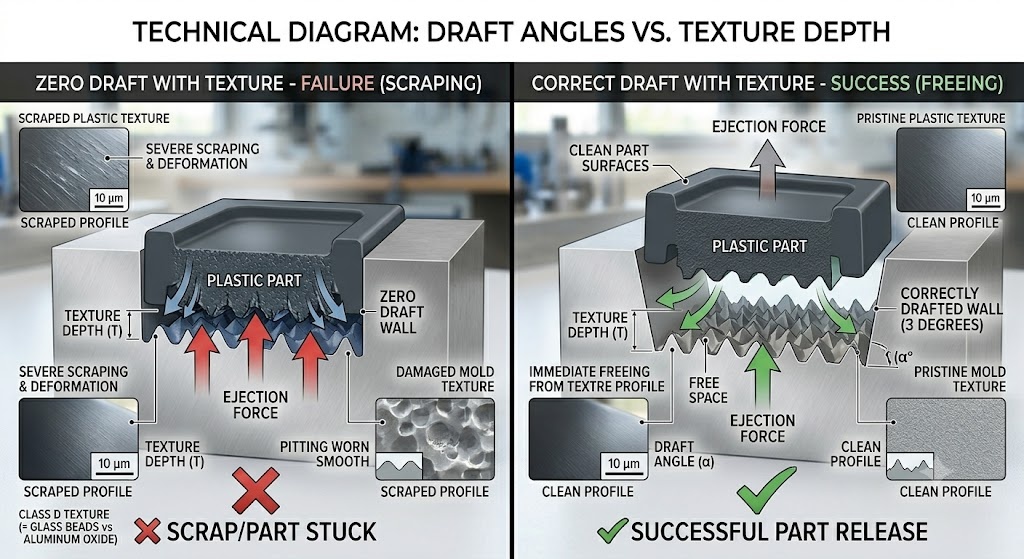
La pénalité d'angle de dépouille
Les textures de surface créent des pics et des vallées microscopiques. A l'ouverture du moule, la pièce en plastique doit se décoller proprement. Si les parois verticales de la pièce ne sont pas suffisamment dépouillées (conicité), l'acier texturé grattera, déchirera ou marquera physiquement le plastique refroidissant lors de l'éjection.
- La règle d’or de l’industrie : Pour les finitions lisses standards (classes A et B), un angle de dépouille minimum de 0,5 à 1,0 degré par côté est acceptable.
- Règle empirique texturée : Pour les finitions sablées de classe D, vous devez ajouter environ 1 degré supplémentaire d'angle de dépouille pour chaque 0,025 mm (équivalent à 1 mil ou 0,001 pouce) de profondeur de texture. Ne pas en tenir compte entraînera de graves marques de traînée et une déformation des pièces.
Coûts d'outillage et délais de livraison
Comme le montre le tableau comparatif, une finition de classe A gonfle considérablement les coûts de fabrication des moules. Le polissage manuel d'un outil jusqu'à une finition A-1 peut ajouter des jours, voire des semaines, au délai de fabrication de l'outillage, car cela doit être effectué étape par étape (par exemple, vous ne pouvez pas passer directement d'une pierre de grain 320 à une pâte diamantée sans ruiner la matrice en acier). Les finitions en pierre de classe C sont de loin les plus rapides et les moins chères à produire.
Fonctionnalité des pièces
Tenez compte de l’environnement d’utilisation finale. Les finitions brillantes de classe A sont des aimants à rayures notoires et montrent instantanément les empreintes digitales grasses. Si un produit est destiné à être manipulé quotidiennement (comme un contrôleur ou une poignée électronique), une texture satinée de classe D offre une friction tactile tout en masquant efficacement l’usure tout au long de la durée de vie du produit.
Comment spécifier les finitions SPI sur les dessins techniques
Une communication claire évite des retouches coûteuses sur les outils. Lors de la préparation de vos plans de production ou de vos dessins techniques 2D, appliquez ces meilleures pratiques du secteur :
- Évitez les légendes générales : N’écrivez jamais « Polir les surfaces extérieures » dans les notes de dessin. Cela laisse la définition entièrement à l’interprétation. Utilisez plutôt des accroches explicites telles que :
FINITION DE SURFACE DOIT ÊTRE SPI A-2 SUR LES FACES COSMÉTIQUES VISIBLES. - Utiliser les splines de limite de texture : Si une seule pièce moulée présente plusieurs finitions (par exemple, une bande d'accent brillante de classe A sur un boîtier texturé de classe D), tracez une ligne de démarcation nette et pointillée sur votre impression 2D pour afficher les zones de transition exactes.
- Normes mondiales de référence croisée : Si vous faites affaire avec des chaînes d'approvisionnement mondiales, votre partenaire de fabrication est peut-être plus habitué au VDI 3400 européen (qui est basé sur des échelles d'érosion par étincelle) ou à des catalogues de textures propriétaires comme Mold-Tech. Notez les valeurs équivalentes le cas échéant (par exemple, SPI C-1 s'aligne à peu près sur VDI 18 à 21).
- Demander des plaques de texture physique : Avant d'autoriser un outilleur à texturer une cavité de moule valant plusieurs milliers de dollars, demandez un échantillon physique de copeau moulé dans votre exact matériau de résine choisi. Les textures sont très différentes sur le polypropylène naturel et sur le polycarbonate noir.
Conclusion
La maîtrise des normes de finition de surface SPI comble le fossé entre les concepts de conception industrielle et les performances de fabrication réelles. En comprenant qu'une finition de classe A exige un acier à outils de qualité supérieure et une conception de pièces impeccable, ou qu'une texture de classe D nécessite des angles de dépouille généreux, vous pouvez éviter les goulots d'étranglement de fabrication, réduire vos taux de rejet de pièces et contrôler votre budget d'outillage.
Consultez toujours votre partenaire de moulage par injection au début de la phase DFM pour aligner votre choix de matériau, votre dépouille géométrique et la norme SPI souhaitée avant de couper l'acier.

