
Dans le moulage par injection industriel moderne, en particulier dans les chaînes d'approvisionnement exigeantes des secteurs de l'automobile, de l'aérospatiale et des dispositifs médicaux en Amérique du Nord, la tendance vers l'allègement structurel et l'intégration des composants a déclenché une dépendance sans précédent à l'égard de profils à parois minces et de matrices polymères complexes renforcées par des fibres. Bien que ces progrès génèrent des gains d’efficacité substantiels en termes de matériaux et de masse, ils aggravent considérablement le risque de défaillance mécanique localisée et de rejet esthétique provenant des lignes de tricotage et des lignes de soudure. Loin d’être de simples défauts de surface, ces interfaces structurelles représentent de profondes discontinuités au sein de la matrice moulée où les chaînes de polymères ne parviennent pas à s’interdiffuser de manière adéquate. Pour protéger les marges serrées des équipementiers et maintenir des normes de sécurité mécanique rigoureuses, les fabricants ne peuvent plus traiter la remédiation des lignes de tricot comme une série d'ajustements par essais et erreurs au niveau de la presse. Au lieu de cela, les équipes d'ingénierie doivent adopter une méthodologie basée sur les données qui relie de manière transparente l'inspection quantitative en atelier à la simulation prédictive avancée et à la configuration optimisée des outils.
Détection et inspection des lignes de tricot : transition des mesures visuelles aux mesures quantitatives
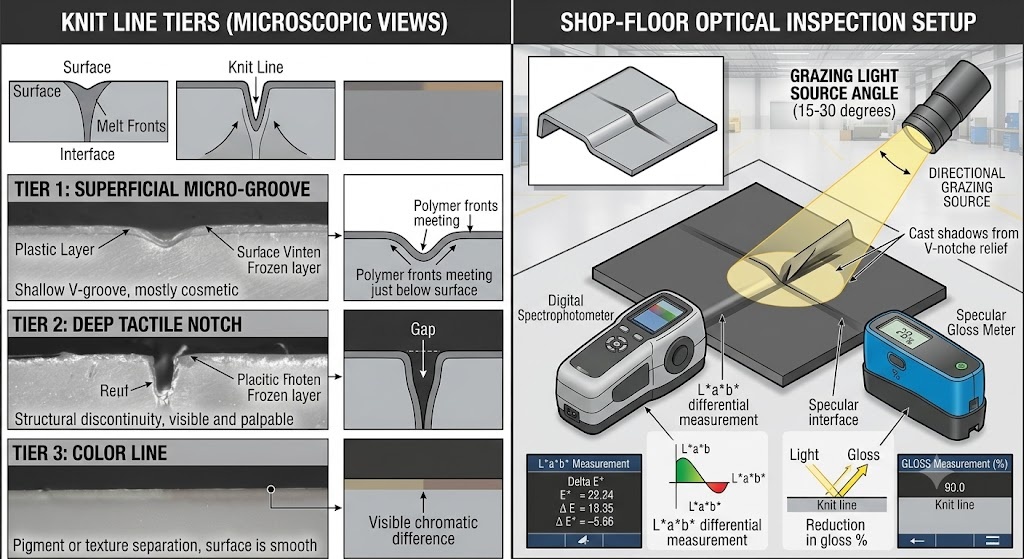
Pour établir un cadre de contrôle qualité robuste, les opérations de moulage doivent éliminer les évaluations visuelles subjectives et les remplacer par des mesures précises et quantifiables. Dans l'atelier de production, l'inspection visuelle traditionnelle catégorise souvent les problèmes liés aux lignes de tricot à l'aide de vagues descripteurs qualitatifs. Un véritable contrôle des processus nécessite de convertir ces observations qualitatives en variables numériques reproductibles. La morphologie de la surface doit être classée en niveaux physiques distincts : micro-rainures superficielles, entailles tactiles profondes et décoloration différentielle localisée. À l’aide de techniques d’imagerie spécialisées, telles que l’éclairage rasant à faible angle et l’imagerie par projection à contraste élevé, les ingénieurs qualité peuvent cartographier les écarts de surface. Pour les composants cosmétiques, des spectrophotomètres doivent être utilisés pour enregistrer les décalages chromatiques à travers l'interface en utilisant l'espace colorimétrique standardisé CIELAB, en établissant une limite de seuil supérieure, telle que Delta E_ab inférieur ou égal à 0,5. Simultanément, des brillancemètres de contact sont nécessaires pour quantifier les réductions locales de brillance spéculaire, garantissant ainsi que la région de soudure correspond à la texture nominale dans une valeur de tolérance spécifiée.
Pour les composants techniques porteurs ou critiques pour les fluides, les mesures de surface non destructives ne représentent que la moitié du protocole de validation. L’intégrité mécanique doit être confirmée par des programmes rigoureux de tests destructifs standardisés. Les protocoles d'ingénierie doivent exiger que les barres d'essai de traction (conformes à la norme ASTM D638 ou ISO 527) soient récoltées directement à partir des composants de production, la ligne de tricot étant localisée avec précision au centre de la longueur de référence. Les performances mécaniques de ces éprouvettes sont ensuite comparées à des éprouvettes de base identiques moulées sans interface pour calculer le facteur de rétention de la résistance de la ligne de soudure (WRF), qui est exprimé par l'équation suivante en texte clair :
Alors qu'un boîtier de consommateur esthétique peut tolérer une baisse significative de résistance à condition que la variation de couleur soit négligeable, les composants critiques sous le capot automobile ou les collecteurs de fluides médicaux appliquent souvent des seuils de qualité stricts, rejetant tout lot tombant en dessous d'une valeur de rétention de 90 ou 95 %. Si une ligne de soudure descend en dessous de ces seuils prédéterminés, les ingénieurs qualité doivent exécuter immédiatement une liste de contrôle d'inspection en atelier en 4 étapes :
- Vérifiez les températures réelles de fusion et de cavité du moule à l’aide de sondes thermiques étalonnées.
- Documentez le profil de profondeur tactile à l’aide d’un profilomètre de surface.
- Comparez le poids de la pièce localisée avec les limites nominales pour vérifier le sous-emballage.
- Si la défaillance persiste, extrayez des échantillons pour une coupe métallographique transversale ou une microscopie électronique à balayage (MEB) afin d'inspecter les substances volatiles microscopiques piégées ou un désalignement localisé des fibres le long de la surface de fracture.
Causes profondes et simulation prédictive : connecter la physique à des informations exploitables
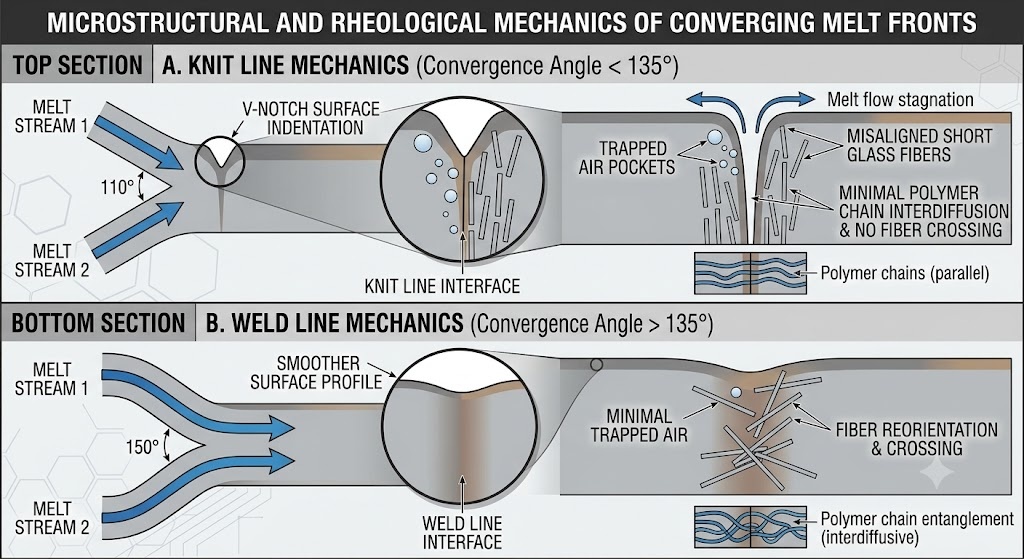
Une ligne de tricot est formée lorsque deux ou plusieurs fronts de fusion de polymères distincts se rencontrent frontalement dans la cavité du moule à un angle de convergence inférieur à 135 degrés. Lorsque l’angle de convergence dépasse ce seuil, la limite est techniquement classée comme ligne de soudure, permettant aux flux parallèles de se mélanger plus naturellement. La physique sous-jacente régissant la résistance et la visibilité de cette interface dépend entièrement de l'état thermodynamique du matériau lors de la convergence. À mesure que la matière fondue se déplace à travers la cavité, le contact avec l'acier du moule plus froid crée une couche limite gelée, qui rétrécit continuellement le canal d'écoulement actif. Si la température de fusion locale chute à proximité du point de transition du matériau, ou si la pression d'injection localisée diminue en raison de longs trajets d'écoulement, les chaînes moléculaires n'ont pas l'énergie thermique et la force de compactage nécessaires pour traverser l'interface et s'interdiffuser. De plus, les chemins d'écoulement divisés forcent intrinsèquement les renforts anisotropes, tels que les fibres de verre courtes, à tourner parallèlement à la limite de rencontre, éliminant ainsi complètement tout pontage mécanique à travers la jonction.
Plutôt que de traiter ces phénomènes physiques par des modifications coûteuses par essais et erreurs après la découpe de l'acier à outils, des outils avancés d'IAO par éléments finis (tels qu'Autodesk Moldflow, Moldex3D ou Sigmasoft 3D) doivent être utilisés pendant la phase de conception du produit. Les ingénieurs doivent regarder au-delà des simples tracés visuels binaires et évaluer des critères analytiques quantitatifs. Les principaux résultats de la simulation incluent le suivi des points de stagnation du vecteur de vitesse, l'identification des chutes de température localisées au niveau de la jonction et l'extraction de l'indice numérique d'intensité de la ligne de soudure (VHI). Une méthode très fiable pour évaluer l'intégrité structurelle consiste à cartographier les tenseurs d'orientation des fibres projetés directement à partir de la simulation d'injection dans des packages FEA structurels en aval, permettant aux concepteurs de simuler des concentrations de contraintes localisées sous des charges mécaniques réelles. Pour garantir une prédiction précise, les modèles de simulation doivent utiliser des maillages 3D hautement raffinés composés d'au moins 10 à 12 couches sur des sections de paroi mince, combinés à des données de caractérisation des matériaux vérifiées et à des paramètres précis de réponse de la machine.
Pour transformer ces diagnostics IAO virtuels en solutions pratiques d'atelier, les équipes d'ingénierie doivent suivre un arbre décisionnel de diagnostic standardisé. Lorsqu'une simulation indique un risque inacceptable pour les lignes de tricot, l'ingénieur doit systématiquement évaluer et isoler les variables plutôt que d'ajuster les paramètres au hasard. Tout d’abord, vérifiez si la jonction peut être déplacée vers une région non critique en déplaçant les emplacements des portes. Si les contraintes géométriques rendent impossible le déplacement des portes, l'étape suivante consiste à évaluer la gestion thermique localisée, en évaluant si des ajustements variables de la température du moule peuvent améliorer la liaison moléculaire. Enfin, si les ajustements thermiques sont insuffisants, l'épaisseur mécanique de la paroi doit être modifiée pour réduire la résistance locale à l'écoulement et augmenter la pression de garnissage. Cette méthode structurée garantit que les modifications apportées aux outils et aux processus sont basées sur des principes d'ingénierie solides, réduisant considérablement les cycles de développement et évitant les ordres de modification techniques (ECO) coûteux à la fin du cycle de lancement.
Stratégies de conception de moules et d'emplacement des portes : contrôle des chemins d'écoulement et des configurations thermiques
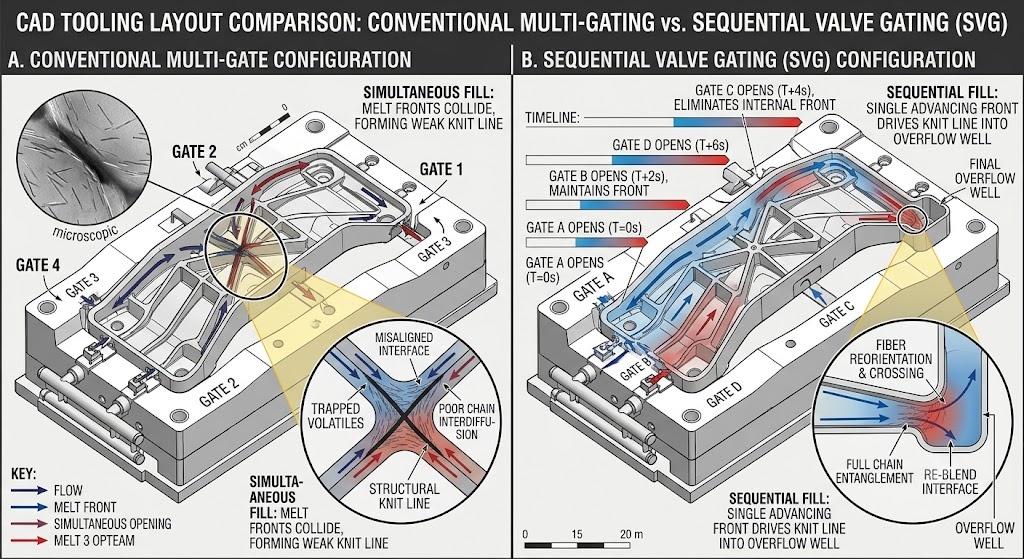
La principale méthode pour éliminer ou déplacer les lignes de tricot est le placement stratégique du système de déclenchement de l'outil. La sélection de la géométrie des vannes, qu'il s'agisse de vannes directes précises, de vannes de bord ou de vannes en ventilateur, dicte le modèle de remplissage initial et contrôle directement la façon dont les fronts d'écoulement se divisent et se recombinent autour des broches centrales ou des découpes internes. Lors de la conception de pièces complexes, les ingénieurs doivent établir des règles précises concernant la distance d'écoulement et les rapports maximum admissibles entre la longueur d'écoulement et l'épaisseur de paroi. Par exemple, dans les appareils électroniques grand public à parois minces, une stratégie de déclenchement séquentiel des vannes (SVG) est souvent utilisée. En utilisant des broches hydrauliques ou pneumatiques à commande électronique pour ouvrir les vannes dans une séquence précise et chronométrée, les ingénieurs peuvent éliminer complètement la formation de lignes de tricot internes en forçant un front de fusion unique et continu à balayer la cavité, déplaçant les lignes de soudure vers des zones de bavure périphériques ou des bords non structurels.
Au-delà du placement des portes, la gestion des performances thermiques au sein de l’acier du moule est essentielle pour optimiser la qualité de la ligne de tricot. Les lignes de refroidissement traditionnelles à perçage droit laissent souvent des sections profondes et des coins complexes isolés d'un refroidissement thermique efficace, ce qui entraîne des points chauds localisés ou des gradients thermiques sévères qui affaiblissent l'interface de la ligne tricotée. Le remplacement des lignes conventionnelles par des canaux de refroidissement conformes avancés, fabriqués par frittage laser direct de métal (DMLS), permet aux lignes de refroidissement de suivre les contours exacts de la cavité de la pièce. Cela garantit une dissipation thermique très uniforme et permet un moulage précis et localisé à cycle thermique rapide (RHCM). En utilisant de la vapeur ou de l'eau sous pression à haute température pour chauffer rapidement la zone locale de la ligne de tricot pendant le remplissage, puis en passant à l'eau froide pour une solidification rapide, les fabricants peuvent maintenir la température de la surface de la cavité au-dessus de la transition vitreuse de la résine ou du point de fusion cristalline pendant la formation de la ligne de tricot. Cela élimine complètement les encoches de surface et maximise l'enchevêtrement de la chaîne polymère.
| Stratégie d'outillage | Prime de coût d'outillage typique | Impact sur le temps de cycle | Amélioration de la résistance des lignes tricotées | Meilleure application adaptée |
| Refroidissement usiné conventionnel | Référence (0 dollar) | Ligne de base (25 à 45 secondes) | Minime (amélioration de 0 à 10 pour cent) | Blocs structurels de faible complexité et à parois épaisses. |
| Insert de refroidissement conforme (DMLS) | 15 pour cent à 30 pour cent | 15 à 30 pour cent de réduction | Augmentation de 15 à 30 pour cent | Garnitures automobiles complexes, pièces médicales multi-empreintes. |
| Déclenchement séquentiel des vannes (SVG) | 25 pour cent à 40 pour cent | Neutre | Déplace entièrement le défaut | Grands panneaux de carrosserie, panneaux d'instruments, couvercles longs. |
| Moulage à cycle thermique rapide (RHCM) | 40 pour cent à 60 pour cent | Augmentation de 10 à 25 pour cent | Augmentation de 40 à 70 pour cent | Écrans grand public brillants, boîtiers optiques médicaux. |
Avant de mettre en œuvre ces modifications d’outillage avancées, les équipes d’ingénierie doivent procéder à un retour sur investissement (ROI) initial rigoureux et à une évaluation des risques. Même si l'ajout d'un insert conforme DMLS ou d'un collecteur SVG peut augmenter les dépenses d'investissement initiales en outillage de plusieurs dizaines de milliers de dollars, ces coûts doivent être soigneusement équilibrés par rapport aux mesures opérationnelles à long terme. Pour une production automobile en grand volume s'étalant sur plusieurs années, une réduction de 20 % du temps de cycle combinée à une réduction significative des taux de rebut justifie facilement le surcoût initial en matière d'outillage. À l'inverse, pour les composants médicaux de faible volume, la modification de l'épaisseur des parois des pièces ou l'incorporation de puits de trop-plein localisés, qui collectent les bouchons froids à l'extrémité du front d'écoulement et peuvent être usinés proprement après moulage, constituent une alternative plus rentable qui permet d'atteindre les spécifications mécaniques requises sans dépasser le budget d'investissement du projet.
Compromis en matière de traitement, de matériaux et de production : optimisation des matrices de paramètres
Lorsque les modifications des outils sont limitées par le budget ou les délais, les ingénieurs doivent s'appuyer sur une optimisation systématique des processus et une sélection minutieuse des matériaux pour gérer les performances de la ligne de tricot. La structure moléculaire du polymère brut dicte son comportement rhéologique lors de la convergence du front de fusion. Les résines de base non chargées comme le polypropylène (PP) ou l'acrylonitrile butadiène styrène (ABS) amorphe s'écoulent facilement et se lient facilement à des énergies relatives inférieures. Cependant, les plastiques techniques à haute température comme le polycarbonate (PC), le polyamide 6/66 (PA6/PA66) et l'oxyde de polyphénylène (PPO), en particulier lorsqu'ils sont remplis de 30 à 50 % de fibres de verre ou de modificateurs minéraux, présentent de sérieux défis rhéologiques. Pour ces composés avancés, les ajustements des paramètres doivent suivre une matrice de traitement hautement structurée, « conservatrice à agressive » pour éviter la dégradation des matériaux ou l'allongement du temps de cycle.
Pour résoudre systématiquement les défauts des lignes de tricot dans l'atelier de production, les techniciens doivent consulter une directive complète sur les matériaux et les paramètres de traitement. Les ajustements doivent toujours être exécutés de manière séquentielle, permettant au processus de se stabiliser pendant plusieurs cycles après chaque modification afin de mesurer avec précision l'impact sur la qualité des pièces et les performances structurelles :
| Type de matrice de résine | Plage de fusion recommandée (deg C) | Plage de moule recommandée (deg C) | Étape de réglage de la vitesse d’injection primaire | Rétention de résistance attendue de la ligne de tricot (%) |
| Polypropylène non chargé (PP) | 200 - 240 | 30 - 60 | Modéré progressif (incréments de 10 %) | 85% - 95% |
| ABS (qualité esthétique) | 220 - 260 | 50 - 80 | Profil haute vitesse (zone de tricot rapide) | 80% - 90% |
| Polycarbonate (PC) | 280 - 320 | 80 - 110 | Vitesse constante élevée avec un pack élevé | 70% - 85% |
| PA66-GF30 (rempli à 30 % de verre) | 270 - 300 | 80 - 120 | Vitesse ultra élevée (chauffage par cisaillement maximum) | 35% - 55% |
| PPO (Modifié / Structurel) | 260 - 310 | 70 - 100 | Haute vitesse suivie d'un changement de pack immédiat | 50% - 70% |
Si les paramètres de traitement optimisés ne peuvent pas éliminer complètement une ligne de tricot visible sur un composant hautement esthétique, des opérations de finition secondaires peuvent être nécessaires. Les options de remédiation après moulage, notamment le ponçage mécanique, l'apprêt et la peinture automatisés, le polissage chimique en phase vapeur ou la fusion ultrasonique localisée, peuvent masquer efficacement les imperfections de surface, mais elles introduisent d'importants compromis de production. Alors qu'un revêtement secondaire en polyuréthane ou un lavage au solvant chimique peuvent redonner une finition de surface impeccable et très brillante à un boîtier de consommateur amorphe, ces opérations augmentent le coût total des pièces, nécessitent une main d'œuvre supplémentaire et augmentent les taux de rebut en raison de défauts de manipulation. De plus, les finitions de surface ne corrigent pas les défauts structurels sous-jacents. Si les fibres de verre restent mal alignées sous une surface peinte, la pièce se brisera sous l'effet d'une contrainte mécanique. Les responsables des opérations doivent soigneusement peser ces coûts de finition par rapport à l'investissement en capital à long terme dans la mise à niveau des outils avancés, en choisissant l'option qui équilibre le mieux la qualité, le coût et la fiabilité des composants.
Accélérez vos performances d’outillage et de traitement
L’élimination des échecs des lignes de tricot nécessite d’aligner l’ingénierie prédictive initiale avec un contrôle qualité discipliné. Téléchargez notre version complète, prête pour l'atelier Liste de contrôle de dépannage et d'étalonnage de simulation de la ligne de tricot (PDF) , contenant des modèles d'ajustement de machine de moulage étape par étape, des paramètres de maillage VHI cibles et des formulaires de validation ASTM/ISO.
Besoin d’une assistance technique immédiate pour un programme actif ? Contactez notre équipe technique dès aujourd'hui pour planifier une Examen de simulation CAE et audit de configuration de moule . Nos spécialistes de la fabrication nord-américains fournissent des diagnostics détaillés dans un délai de 3 à 5 jours ouvrables.

