
Le polyuréthane thermoplastique (TPU) comble le fossé entre les caoutchoucs flexibles et les plastiques rigides. Connu pour son élasticité exceptionnelle, sa résistance à l’usure et sa haute résistance à la traction, le TPU est très apprécié dans la fabrication industrielle mondiale. Cependant, le traitement de cet élastomère polyuréthane unique nécessite une compréhension approfondie de ses nuances techniques cachées.
Ce guide fournit des inpourmations d'ingénierie sur les propriétés du TPU, les paramètres de traitement, les secrets de conception des moules et les stratégies de dépannage pour optimiser votre ligne de production et sécuriser la fabrication de composants B2B à haut rendement.
1. Propriétés clés et dilemme de sélection
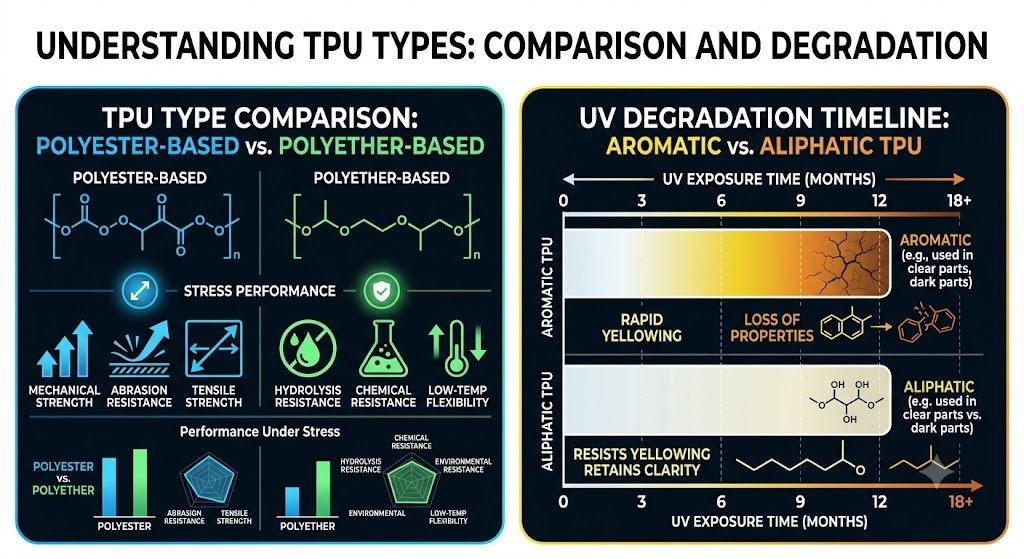
Choisir la bonne qualité de TPU nécessite de regarder au-delà des tableaux de base de dureté Shore. Les équipes d’approvisionnement industriel et de conception de produits doivent d’abord équilibrer la divergence chimique fondamentale : TPU à base de polyester versus TPU à base de polyéther .
TPU à base de polyester :
- Résistance mécanique : Résistance supérieure à la traction et à la déchirure.
- Résistance à l'abrasion : Excellent (Idéal pour les pièces à forte usure comme les roulettes de meubles industriels).
- Résistance à l'hydrolyse : Mauvais (susceptible à la dégradation par l'humidité).
- Flexibilité à basse température : Bien.
- Résistance microbienne : Faible.
TPU à base de polyéther :
- Résistance mécanique : Modéré.
- Résistance à l'abrasion : Bien.
- Résistance à l'hydrolyse : Excellent (Idéal pour les environnements humides ou immergés).
- Flexibilité à basse température : Supérieur (maintient l’élasticité à des températures ultra-basses).
- Résistance microbienne : Élevé.
Conseil de pro : le coût caché du jaunissement
Les TPU aromatiques stetards présentent des structures moléculaires qui se dégradent sous l’effet des rayons UV, ce qui fait que les parties transparentes deviennent jaunes et inesthétiques. Pour les biens de consommation haut de gamme, les gaines de câbles d'asservissement spécialisées ou les intérieurs automobiles visibles, les ingénieurs doivent se procurer qualités TPU aliphatiques . La chimie aliphatique résiste intrinsèquement à la lumière UV, préservant la clarté optique et la stabilité des couleurs pendant une durée de vie prolongée du produit.
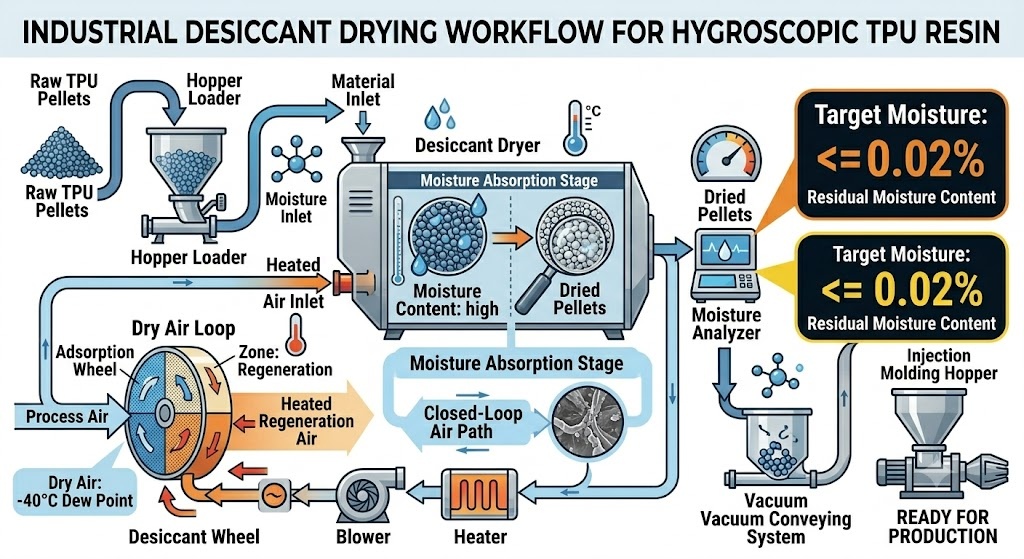
2. Préparation du matériau : au-delà du séchage de base
S’il y a un seul point de défaillance dans le moulage par injection TPU, c’est bien l’humidité. Le TPU est hautement hygroscopique ; il absorbe activement la vapeur d'eau de l'air ambiant. Le traitement de la résine humide entraîne dégradation hydrolytique irréversible -une réaction chimique où l'eau clive les chaînes du polymère polyuréthane à haute température, détruisant complètement les propriétés mécaniques du matériau.
- La métrique du point de rosée : Les trémies à air chaud standards sont insuffisantes. Vous devez utiliser un sécheur par adsorption capable de maintenir un point de rosée de -40°C ou inférieur.
- Paramètres de séchage : Sécher la résine vierge à 80°C à 90°C for 3 à 4 heures . La teneur en humidité cible avant d'entrer dans le baril d'injection doit être strictement 0,02 % ou moins .
Conseil de pro : la règle des 20 % de rebroyage
Alors que la réduction des coûts industriels impose de réutiliser les carottes et les canaux d’injection, l’historique thermique du TPU doit être strictement géré.
La loi d'or : Ne mélangez jamais plus de 15% à 20% de rebroyé (ferraille recyclée) avec de la résine vierge.
Le dépassement de cette limite entraîne une baisse importante de la résistance à la déchirure d’origine de la pièce et accélère le jaunissement esthétique. De plus, les déchets rebroyés absorbent l'humidité jusqu'à deux fois plus vite que les granulés vierges ; il doit subir un séchage déshydratant indépendant et rigoureux avant d'être mélangé dans la trémie.
3. Paramètres de traitement : vaincre la chaleur de cisaillement
La définition du profil thermique du TPU nécessite une approche non linéaire. Étant donné que les molécules de TPU sont très sensibles au frottement, le matériau présente une résistance élevée. sensibilité au cisaillement . Lorsque la machine de moulage par injection force l'élastomère fondu à travers des restrictions strictes, elle génère une friction interne massive, connue sous le nom de chauffage par cisaillement .
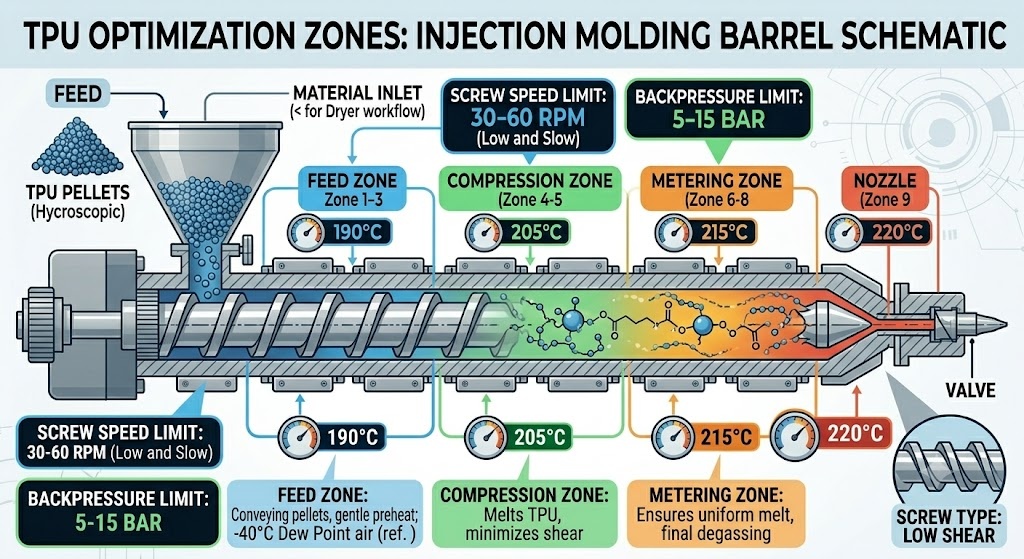
Pour éviter que cette chaleur de friction ne surchauffe et ne brûle le matériau, mettez en œuvre les « Faible et lent » stratégie de réglage automatique :
- Température de fusion : Maintenir un profil de canon précis entre 190°C et 220°C . Un dépassement de 230°C déclenchera une décomposition thermique.
- Température du moule : Gardez les murs de moisissures à 20°C à 40°C . Des moules plus froids accélèrent la cristallisation des blocs de polyuréthane, permettant à la pièce de se structurer et d'être éjectée proprement sans se déformer.
- Vis et contre-pression : Régler des vitesses linéaires de vis faibles ( 30 à 60 tr/min ) et une contre-pression minimale ( 5 à 15 bars ). Une contre-pression élevée impose une contrainte de cisaillement inutile sur l'élastomère, brisant les chaînes de polymère avant même que le plastique ne quitte la buse.
4. Secrets de conception de moules pour élastomères collants
Les principes standard de conception de moules destinés aux plastiques rigides comme l'ABS ou le polypropylène échoueront lorsqu'ils seront appliqués au TPU flexible. Les élastomères souples nécessitent des tolérances géométriques et mécaniques spécialisées au sein de l'outillage en acier.
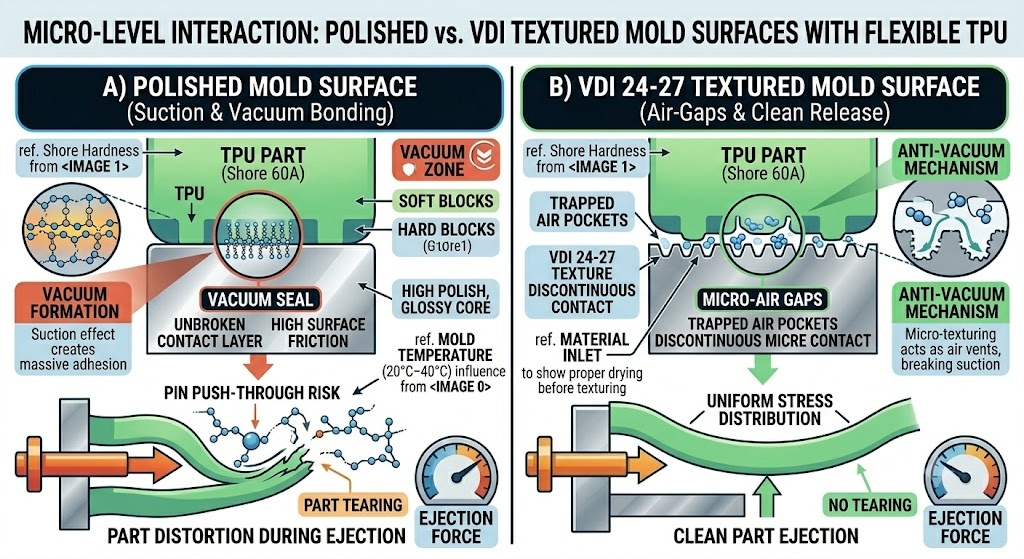
Le cauchemar du collage sous vide
Les qualités de TPU souple (Shore 60A à 85A) possèdent une friction de surface élevée. Pendant la séquence d'ouverture du moule, l'élastomère lisse agit comme une ventouse, formant un vide contre les surfaces du noyau hautement polies et brillantes. La pièce va coller, se déformer ou se déchirer lors de l'éjection mécanique.
- La solution : Évitez les finitions miroir très polies. Spécifiez plutôt un texture anti-moisissure sous vide comme un léger jet de billes ou une structure chimique EDM ( VDI 24 à 27 ). Cette microtexture emprisonne de minuscules poches d'air entre l'acier et l'élastomère, brisant le joint sous vide et servant d'agent de démoulage mécanique intégré.
Spécifications de la micro-ventilation
En raison des vitesses d'injection rapides, les gaz piégés peuvent facilement brûler les matériaux flexibles. Cependant, comme le TPU s'écoule facilement sous pression, des évents surdimensionnés créeront des solins.
- La règle : Les évents de gaz usinés doivent présenter une limite de micro-profondeur stricte de 0,015 mm à 0,02 mm . Celui-ci est suffisamment étroit pour contenir l'élastomère fondu tout en permettant à l'air comprimé de s'échapper en toute sécurité.
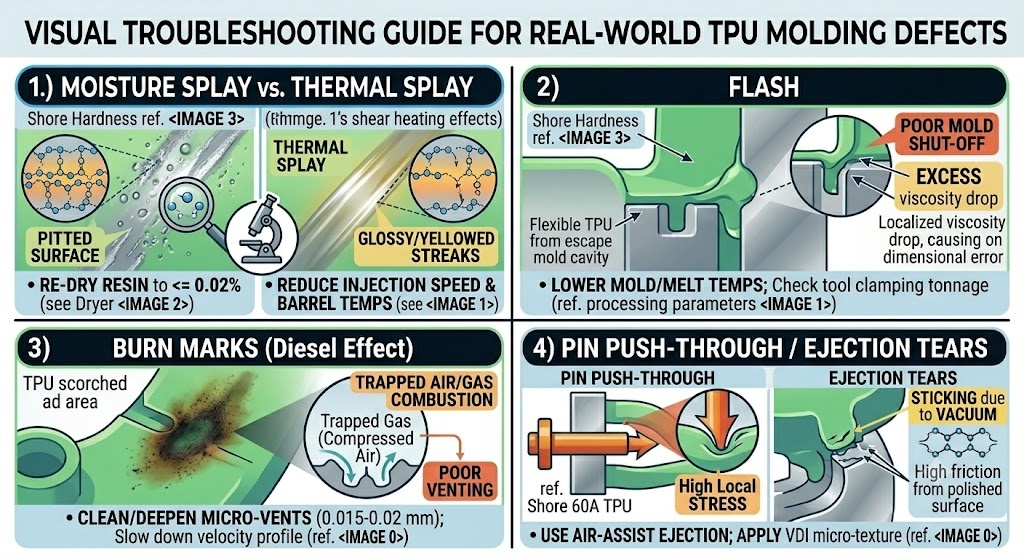
5. Matrice de dépannage (solutions avancées sur le terrain)
Lorsque des défauts apparaissent dans l’usine, identifier la véritable cause profonde nécessite de faire la distinction entre les indicateurs thermiques et environnementaux. Utilisez ce guide de terrain pour un dépannage rapide et ciblé :
-
Marques d'évasement (stries argentées)
-
Cause profonde probable : Dégradation hydrolytique ou thermique.
-
Solution de terrain avancée : Le test au microscope : Inspectez les stries sous grossissement. Si les stries sont rugueuses et piquées, il s'agit d'une fuite d'humidité (augmenter le temps de séchage). Si les stries sont lisses et brillantes, il s'agit d'un évasement thermique provoqué par une chaleur de cisaillement excessive (réduire la vitesse d'injection ou la température de la buse).
-
Flash (excédent de matière au niveau des coutures)
-
Cause profonde probable : Surinjection ou chutes de viscosité localisées.
-
Solution de terrain avancée : Abaissez la température de fusion pour augmenter la viscosité ou réduisez le profil de pression de maintien. Vérifiez si la force de serrage de l’outil correspond au tonnage requis.
-
Marques de brûlure (effet diesel)
-
Cause profonde probable : Compression de gaz piégée dans des poches non ventilées.
-
Solution de terrain avancée : Nettoyer et approfondir les micro-aérations (0,02 mm max). Ralentissez le profil de vitesse d'injection juste avant que la matière fondue n'entre dans la zone de remplissage finale.
-
Pièces collantes/déchirures d'éjection
-
Cause profonde probable : Collage sous vide ou emballage prématuré.
-
Solution de terrain avancée : Passez à un système d’éjection assistée par air (valve de soufflage d’air) aux côtés de broches mécaniques. Appliquez une micro-texture VDI sur le noyau.
6. Tendances futures : approvisionnement pour la chaîne d'approvisionnement verte
À mesure que les marques mondiales évoluent vers des économies circulaires, les exigences ESG internationales modifient les références en matière d’approvisionnement B2B. L’écosystème de la fabrication industrielle évolue rapidement vers TPU biosourcé and Élastomères PCR (recyclés post-consommation) .
Les TPU modernes d'origine biologique remplacent les polyols traditionnels dérivés du pétrole par des alternatives d'origine végétale (telles que l'amidon de maïs ou l'huile de ricin), réduisant ainsi l'empreinte carbone jusqu'à 40 %.
La réalité de la fenêtre de traitement
Les ingénieurs et les agents d'approvisionnement doivent noter que les TPU biosourcés et recyclés possèdent des propriétés significatives fenêtres de traitement plus étroites que les matériaux fossiles. Les biopolymères présentent une sensibilité thermique plus élevée et une tolérance au cisaillement plus faible. L'adaptation de votre atelier à ces matériaux verts nécessite une mise à niveau vers des machines de moulage précises à contrôle en boucle fermée, la priorité aux configurations avancées de séchage par dessiccation et l'utilisation d'une texturation d'outils optimisée pour rester compétitif dans la chaîne d'approvisionnement verte.

