
Résumé
Les qualités de polymères ignifuges (FR) sont spécifiées dans les applications automobiles, électroniques, électriques et de construction, mais elles présentent des défis de traitement et des risques d'outillage que les qualités standard ne présentent pas. Les additifs FR réduisent les fenêtres de traitement, augmentent la corrosivité de l'acier moulé, affectent la finition de surface et compliquent les flux de recyclage. Ce guide couvre en détail le système de notation UL94, explique comment chaque chimie ignifuge majeure interagit avec l'équipement et l'outillage de moulage par injection, et fournit des spécifications pratiques pour la conception des moules et la sélection de l'acier lors de l'utilisation de matériaux ignifuges.
1. Pourquoi l'ignifugation est importante dans le moulage par injection
Les plastiques brûlent. La plupart des thermoplastiques techniques – ABS, PP, PA, PC – sont intrinsèquement combustibles, avec des indices limites d'oxygène (LOI) de 17 à 28 %. Dans les applications où il existe un risque d'inflammation (enceintes électriques, boîtiers de batteries de véhicules électriques, appareils électroniques grand public, intérieurs d'avions, panneaux de construction), les polymères non modifiés ne peuvent pas respecter les réglementations en matière de sécurité incendie.
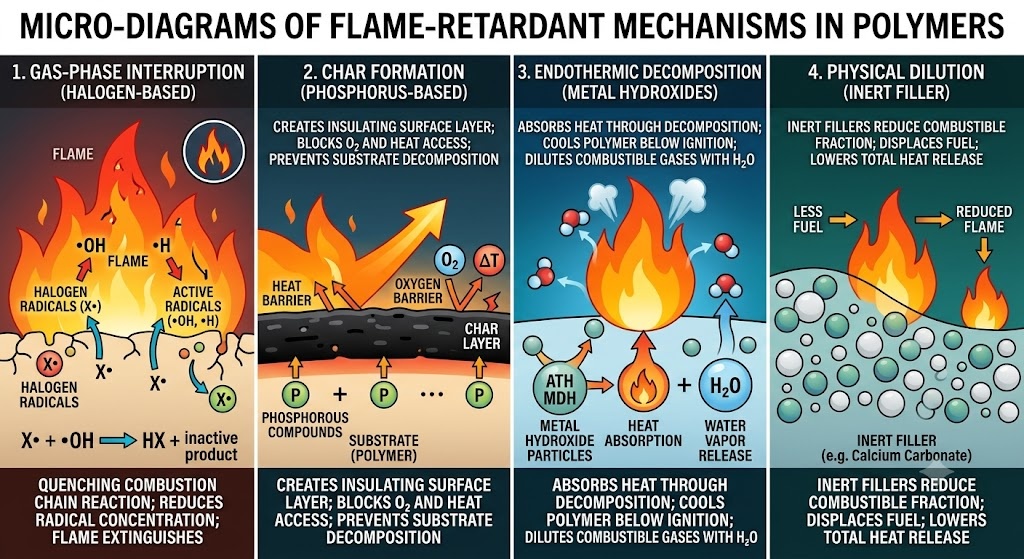
Les retardateurs de flamme résolvent ce problème par un ou plusieurs mécanismes :
- Interruption de la phase gazeuse — Les radicaux FR éteignent la réaction en chaîne de combustion dans la zone de flamme (systèmes à base d'halogène)
- Formation de caractères — La chimie FR favorise une couche superficielle carbonée qui isole le substrat de la flamme (systèmes intumescents à base de phosphore)
- Décomposition endothermique — L'additif FR absorbe la chaleur par décomposition, refroidissant le substrat en dessous de la température d'inflammation (hydroxydes métalliques : ATH, MDH)
- Dilution physique — la charge inerte réduit la fraction combustible du composé
Le défi pour le mouleur par injection est que ces mécanismes sont activés par la chaleur – le même stimulus qui pilote le processus de moulage. Les additifs ignifuges qui sont suffisamment stables thermiquement pour survivre au canon, mais suffisamment réactifs pour fonctionner en cas d'incendie, représentent une fenêtre d'ingénierie étroite avec des conséquences directes sur le traitement et l'outillage.
2. Le système de notation UL94 : ce que signifient réellement les classifications
UL94 (Standard for Tests for Flammability of Plastic Materials for Parts in Devices and Appliances) est la principale référence mondiale pour la classification de l'inflammabilité des plastiques. Comprendre ce que chaque notation exige – et n’exige pas – est essentiel pour une spécification correcte.
2.1 Aperçu de la méthode d'essai
Les tests UL94 sont effectués sur des échantillons moulés et non sur des matières premières. La géométrie des échantillons est importante : la norme spécifie des catégories d'épaisseur (généralement 0,8 mm, 1,6 mm, 3,2 mm) et les valeurs dépendent de l'épaisseur. Un matériau classé V-0 à 3,2 mm ne peut atteindre que V-2 à 0,8 mm.
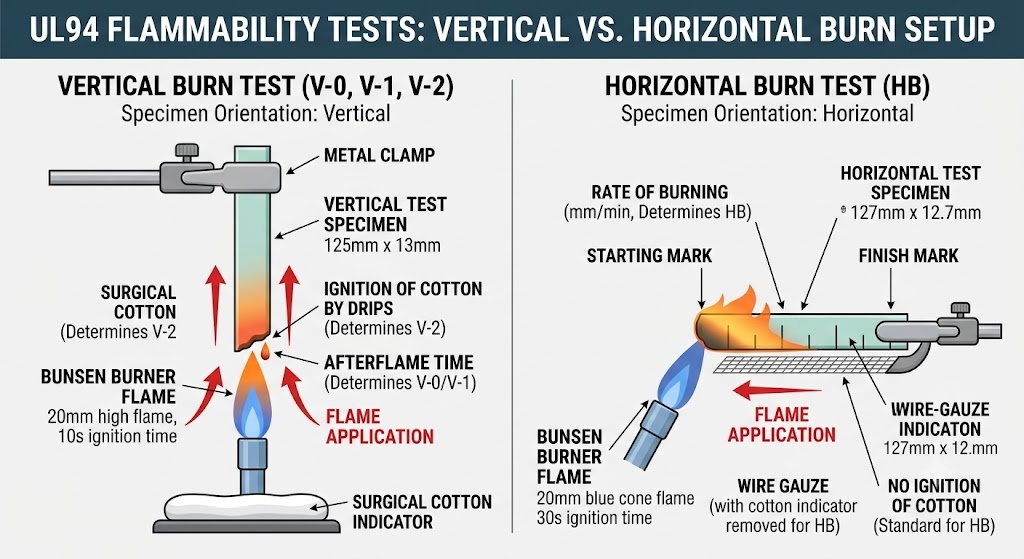
Les deux principales séries de tests :
Tests de brûlure verticale (V-0, V-1, V-2, 5VA, 5VB) : Un échantillon de 125 mm × 13 mm est maintenu verticalement et exposé à une flamme définie pendant deux intervalles de 10 secondesondes. L'égouttement, le temps de post-flamme et l'allumage d'un indicateur de coton situé sous l'échantillon déterminent la note.
Test de brûlure horizontale (HB) : Un échantillon de 127 mm × 12,7 mm est maintenu horizontalement. Il s'agit de la classification la plus basse : la plupart des polymères de base sans traitement FR atteignent l'HB à une épaisseur suffisante.
2.2 Critères de classification
| Nonnnnte | Afterflame ≤ (chaque application) | Rémanence totale ≤ (5 échantillons) | Les gouttes enflamment le coton ? | Rémanence ≤ | Remarques |
|---|---|---|---|---|---|
| V-0 | 10 sec | 50 secondes | No | 30 secondesondesondes | Verticale la plus stricte |
| V-1 | 30 secondesondesondes | 250 secondesondes | No | 60 secondesondes | Verticale de niveau intermédiaire |
| V-2 | 30 secondesondesondes | 250 secondesondes | Oui autorisé | 60 secondesondes | Gouttes autorisées |
| 5VA | — | — | No | — | Pas de brûlure sur la plaque ; plus strict que V-0 |
| 5VB | — | — | No | — | Les brûlures sur la plaque sont autorisées ; plus strict que le V-1 |
| HB | Brûle ≤ 76 mm/min (>3 mm) ou éteint | — | N/D | — | Le plus bas ; la plupart des plastiques de base |
2.3 Notations en pratique : ce que les régulateurs et les équipementiers précisent réellement
| Demande | Exigence minimale UL94 | Remarques |
|---|---|---|
| Boîtiers pour appareils électroniques grand public (CEI 62368-1) | V-1 ou V-0 | Dépend de l'épaisseur de la paroi et de la source de chaleur interne |
| Boîtier de batterie EV et boîtiers BMS | V-0 à ≤1,6 mm | Souvent renforcé par les exigences d’emballement thermique spécifiques aux OEM |
| Connecteurs électriques automobiles (USCAR-2) | V-0 à ≤0,8 mm | Paroi très fine – réduit considérablement les options de matériaux |
| Boîtiers pour appareils électroménagers (IEC 60335) | V-1 ou V-0 | Dépend de la catégorie |
| Coffrets électriques industriels (CEI 61439) | V-0 ou 5VA | 5 VA de plus en plus spécifié pour les grands boîtiers |
| Composants intérieurs d'avion (FAR 25.853) | Non UL94 — utilise les tests de dégagement de chaleur OSU et les tests Bunsen verticaux | UL94 est insuffisant pour l'aérospatiale |
| Bâtiment et construction (EN 13501) | Système Euroclasse B-E, pas UL94 | Norme de test entièrement différente |
Point critique : Les classifications UL94 sont signalées par les fournisseurs pour des couleurs, des épaisseurs et des certifications de lots spécifiques. Un boîtier PC/ABS noir atteignant V-0 ne garantit pas V-0 en blanc ou naturel — l'interaction des additifs FR avec les systèmes de pigments affecte les performances, et la carte jaune UL94 répertorie explicitement les couleurs approuvées.
3. Principales familles de produits chimiques FR et leurs profils de traitement
3.1 Retardateurs de flamme halogénés (bromés/chlorés)
Mécanisme : Les radicaux halogènes interrompent la réaction en chaîne de combustion en phase gazeuse. Très efficace à de faibles niveaux de charge (5 à 15 phr), permettant un V-0 avec un impact minimal sur les propriétés mécaniques.
Systèmes courants :
- Synergiste du décabromodiphényléthane (DBDPE) et du trioxyde d'antimoine — ABS, HANCHES, PA
- Oligomères de tétrabromobisphénol A (TBBPA) — Mélanges PC/ABS
- Paraffines chlorées – applications de base à moindre coût
Comportement de traitement :
- Thermiquement stable jusqu'à 280-300°C dans la plupart des formulations — compatible avec les températures de traitement ABS, PA66 et PC
- Au-dessus de 300°C, la génération de gaz HBr/HCl s’accélère fortement — les dépassements de température du baril provoquent un dégagement de gaz corrosifs
- La purge avec un support neutre (HDPE ou PP) est obligatoire lors de l'arrêt - les matériaux bromés piégés se dégradent et attaquent les surfaces du canon et des vis.
- Corrosif pour l'acier à outils standard : HBr et HCl générés lors de toute attaque de déviation du processus P20 et H13. Pas grave dans des conditions normales mais cumulatif sur une production à haut volume
Implications en matière d'outillage :
- Acier à cavité standard P20 acceptable pour les processus bien contrôlés
- Placage (chrome dur ou nickel autocatalytique) recommandé pour les grands volumes ou tout processus s'exécutant près de la limite de température supérieure
- Le protocole de purge doit être documenté dans les instructions de processus — les épisodes de combustion induits par le flash provoquent des piqûres de corrosion localisées au niveau des portes et des évents.
Statut réglementaire : La liste REACH SVHC comprend plusieurs composés FR bromés. La directive RoHS restreint les PBB et les PBDE. Le DBDPE n'est actuellement soumis à aucune restriction dans l'UE et aux États-Unis, mais il fait l'objet d'un examen continu. Spécifiez uniquement les qualités conformes à REACH/RoHS — vérifiez la déclaration du fournisseur chaque année.
3.2 Ignifugeants à base de phosphore (sans halogène)
Mécanisme : Favorise la formation d'une couche de charbon sur la surface du polymère, bloquant physiquement l'accès à l'oxygène et isolant le substrat. Certains systèmes au phosphore ont également une activité en phase gazeuse.
Systèmes courants :
- Résorcinol bis(diphénylphosphate) (RDP) — Mélanges PC/ABS (système primaire pour PC/ABS V-0 sans halogène)
- Diéthylphosphinate d'aluminium (AlPi, série Clariant Exolit® OP) — PA6, PA66, PBT
- Polyphosphate de mélamine (MPP) — PA6, PA66
- Phosphore rouge — PA, PBT (rarement utilisé maintenant en raison des risques de manipulation)
Comportement de traitement :
- RDP en PC/ABS : réduit la viscosité de la matière fondue (agit comme plastifiant à la température de traitement) → augmente le risque de flash , réduit la marge de force de serrage
- AlPi en qualités PA : thermiquement stable jusqu'à 320 °C, effet de viscosité minimal — le système FR le plus respectueux des processus actuellement disponible
- MPP en PA : stabilité modérée ; au-dessus de 290°C, la génération de vapeurs d'ammoniac et de mélamine provoque cloques en surface et stries argentées — maintenir la température de fusion à l'extrémité inférieure de la plage PA
- Tous les systèmes au phosphore : l'absorption d'humidité pendant le stockage dégrade les performances et provoque des stries évasées/argentées – les spécifications de séchage sont plus strictes que celles des qualités non chargées
Exigences de séchage (qualités phosphore FR) :
| Polymère de base | Séchage de qualité standard | Séchage de qualité FR | Remarques complémentaires |
|---|---|---|---|
| PA6 | 80°C / 4 heures | 85 °C / 6 à 8 heures | Qualités MPP particulièrement sensibles à l'humidité |
| PA66 | 85°C / 4 heures | 90 °C / 6 à 8 heures | Les notes AlPi sont plus indulgentes |
| PBT | 120°C / 4 heures | 130 °C / 5 à 6 heures | FR PBT très sensible à l’humidité |
| PC/ABS | 90 °C / 3 à 4 heures | 95 °C / 4 à 6 heures | RDP migre sur le stockage – à utiliser rapidement après l'ouverture |
Implications en matière d'outillage :
- Migration RDP : Dans les PC/ABS avec RDP, l'ester phosphate peut migrer vers la surface de la pièce et vers la cavité du moule au fil du temps. Cela provoque :
- Accumulation de dépôts de moisissures sur les surfaces des cavités (résidus blancs ou jaunes) nécessitant un nettoyage tous les 50 000 à 150 000 tirs selon les conditions d'exécution
- Réduction de la brillance de la surface sur la pièce si la moisissure n’est pas nettoyée – critique pour les surfaces de classe A
- L'acier inoxydable (S136) ou le chrome dur P20 réduisent l'adhérence des dépôts et simplifient le nettoyage
- Les nuances AlPi en PA constituent le système FR le plus convivial pour les outils : dépôt minimal, corrosion minimale
3.3 Ignifugeants à base d'azote (systèmes à la mélamine)
Mécanisme : Dilution en phase gazeuse principalement par libération d’azote ; une certaine promotion du charbon lorsqu'elle est combinée avec du phosphore (systèmes intumescents).
Systèmes courants :
- Cyanurate de mélamine (MC) — PA6, PA66 (V-2 réalisable, V-0 difficile sans synergiste)
- Polyphosphate de mélamine (MPP) — PA6, PA66 (V-0 achievable in combination)
- Systèmes intumescents (APP pentaérythritol mélamine) — PP, PE (principalement pour les applications de câbles et de films sans halogène)
Comportement de traitement :
- MC dans PA : se décompose à 320°C en libérant de l'acide isocyanique et des vapeurs de mélamine — limite supérieure stricte de la température de fusion de 290°C pour les composés PA66/MC
- La sublimation de la mélamine à la surface de la cavité du moule forme des dépôts poudreux blancs – nécessite un nettoyage fréquent de la cavité
- Systèmes PP intumescents : très sensibles au cisaillement ; des vitesses d'injection élevées provoquent une séparation et des stries des composants FR
Implications en matière d'outillage :
- Les dépôts de sublimation de mélamine constituent le problème d'encrassement par moisissure le plus agressif dans la catégorie FR
- Les cavités chromées ou revêtues de PVD réduisent considérablement l'adhérence des dépôts - intervalle de maintenance 2 à 3 fois plus long que sans revêtement
- Le blocage des évents par des dépôts constitue un risque important : les évents doivent être conçus pour être accessibles et nettoyés selon un calendrier défini (généralement tous les 30 000 à 80 000 tirs).

3.4 Ignifugeants à base d'hydroxyde métallique (ATH, MDH)
Mécanisme : La décomposition endothermique libère de la vapeur d'eau, refroidissant le substrat et diluant les gaz combustibles. Sans halogène, sans phosphore, sans azote – la chimie la plus propre du point de vue des sous-produits de transformation.
Systèmes courants :
- Trihydrate d'aluminium (ATH) — se décompose à 180-200°C ; limite l'utilisation aux polymères traités en dessous de 200°C (EVA, LDPE, PVC)
- Dihydroxyde de magnésium (MDH, brucite) — se décompose à 300-320°C ; étend l'applicabilité au PP, PA6
Comportement de traitement :
- Charge très élevée requise (40 à 65 % en poids) pour atteindre V-0 - augmente considérablement la densité du composé et réduit les propriétés mécaniques
- Une charge élevée en charge augmente considérablement la viscosité de la matière fondue : des pressions d'injection plus élevées sont nécessaires, des temps de remplissage plus longs
- Abrasif pour les vis, les barils et les cavités de moules — le taux d'usure est élevé , semblable aux qualités remplies de verre
- Les composés MDH/ATH ont une très faible efficacité d'amélioration du LOI par unité de charge par rapport aux systèmes halogène/phosphore - rarement utilisés lorsque V-0 à paroi mince est requis
Implications en matière d'outillage :
- Traiter comme équivalent au GF30 – GF40 à des fins d'usure
- Inserts de portail trempés (≥52 HRC) obligatoires
- La conception des canaux et des portes doit minimiser le cisaillement (diamètres plus grands que l'équivalent non rempli) pour éviter l'agglomération des charges et l'érosion des portes.
- Acier pour cavité : H13 ou acier à outils trempé équivalent – P20 est marginal pour la production d'ATH/MDH en grand volume
4. Traitement des ajustements des paramètres pour les qualités FR
Tableau : Ajustements de la fenêtre de processus par rapport au polymère de base
| Paramètre | Direction | ampleur | Justification |
|---|---|---|---|
| Température de fusion | Inférieur | 5 à 20 °C en dessous de la norme | Prévenir la décomposition thermique des FR |
| Temps de séjour dans le fût | Réduire | Conception pour <5 min maximum | La dégradation dépend du temps × de la température |
| Vitesse d'injection | Réduire | 10 à 20 % | Réduire la décomposition induite par le cisaillement ; réduire le risque de flash (RDP) |
| Contre-pression | Réduire | 10 à 20 % below standard | Réduire la génération de chaleur de cisaillement |
| Vitesse de vis | Réduire | 10 à 15 % tr/min | Même justification |
| Protocole de purge | Obligatoire | Par arrêt à chaque fois | Prévenir la dégradation corrosive entre les exécutions |
| Séchage | Augmenter la température et le temps | Voir le tableau à la section 3.2. | Les grades FR sont plus sensibles à l’humidité |
| Température du moule | Inférieur end of range | Lorsque cela est possible | Réduire la formation de dépôts (systèmes mélamine) |
| Température des canaux chauds | Minimum viable | Aussi bas que le remplissage le permet | Zone la plus critique pour la dégradation des FR |
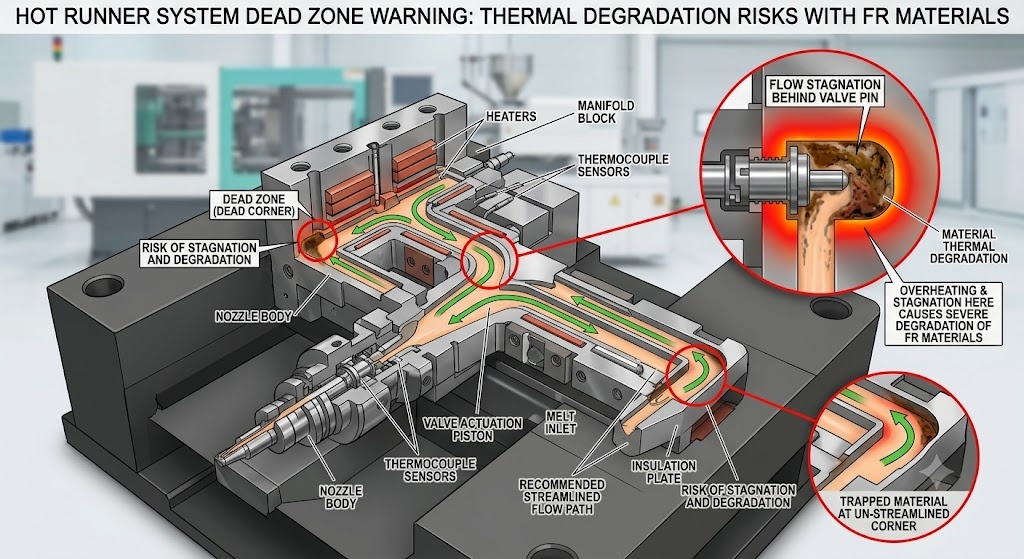
Considérations sur les canaux chauds
Les canaux chauds constituent la zone à risque le plus élevé de dégradation des matériaux ignifuges. Les pointes du collecteur et des buses maintiennent la matière fondue à température en permanence — et dans les zones mortes (derrière les tiges de vanne, dans les coudes du collecteur mal conçus), le temps de séjour peut être de 30 à 60 minutes. Cela suffit à dégrader la plupart des systèmes FR.
Exigences obligatoires de conception des canaux chauds pour les qualités FR :
- Géométrie du collecteur entièrement rationalisée (sans coins morts) – à spécifier auprès du fournisseur de canaux chauds
- Volume minimum du collecteur conforme aux exigences de remplissage — les collecteurs surdimensionnés augmentent le temps de séjour
- Contrôle indépendant de la température de zone par buse — permet une gestion précise de la température minimale
- Robinet-vanne préféré au robinet ouvert — permet une fermeture positive pendant les arrêts de production
- Chute de température à l'arrêt : réduire immédiatement à 150–170 °C lors de toute pause de production > 5 minutes
5. Sélection de l'acier moulé et du traitement de surface
Tableau : Acier pour moules recommandé par FR Chemistry
| Système FR | Polymère de base | Acier à cavité | Acier de base | Insertion de portail | Traitement de surface | Remarques |
|---|---|---|---|---|---|---|
| Bromé (DBDPE) | ABS, HIPS | P20 ou S136 | P20 | H13 durci | Chrome dur ou placage EN | Le placage est essentiel pour les volumes élevés |
| RDP (ester de phosphate) | PC/ABS | S136 préféré | P20 | S136 | Placage PVD ou EN | Adhérence du dépôt la plus faible sur S136 |
| AlPi (phosphinate d'aluminium) | PA, PBT | P20 ou H13 | P20 | H13 | Chrome en option | Système FR le plus convivial pour les outils |
| Mélamine (MC, MPP) | PA6, PA66 | P20 chromé ou S136 | P20 | H13 | Chrome dur obligatoire | Sublimer les dépôts sévères sans revêtement |
| ATH / MDH (hydroxyde métallique) | PP, PA, EVA | H13 durci | H13 | H13 ou carbure | Chrome ou PVD | Traiter comme un mastic abrasif |
| Inhérent (PPS, COUP D'OEIL) | PPS, PEEK | S136 ou 420SS | S136 | S136 | Facultatif | Corrosif à température de fusion ; risque de corrosion de l'acier de base |
Comparaison des performances du traitement de surface pour les applications FR
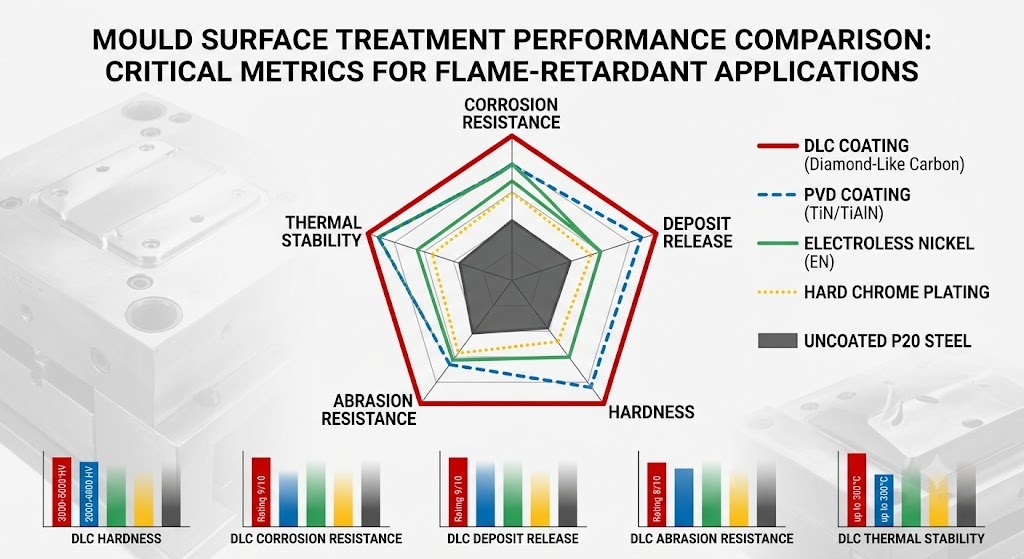
| Traitement | Résistance à la corrosion | Libération du dépôt | Dureté (HV) | Température maximale | Coût Prime |
|---|---|---|---|---|---|
| Chromage dur | Bien | Modéré | 9h00-11h00 | 400°C | 15 à 25 % |
| Nickel chimique (EN) | Excellent | Bien | 500-700 | 260°C | 10 à 20 % |
| PVD (TiN, TiAlN) | Bien | Bien–Excellent | 2000-3300 | 400-600°C | 20 à 35 % |
| DLC (carbone de type diamant) | Excellent | Excellent | 3 000 à 5 000 | 300°C | 30 à 50 % |
| P20 non couché | Pauvre | Pauvre | 300-350 | — | Référence |
Le revêtement DLC offre les meilleures performances de libération des dépôts pour les qualités FR des systèmes mélamine – particulièrement utile pour la production de gros volumes de boîtiers PC/ABS et PA où les temps d'arrêt pour le nettoyage des cavités sont importants.
6. Conception des évents pour les grades FR
Les composés ignifuges génèrent plus de dégagements de gaz que les produits non chargés : les sous-produits de décomposition, l'humidité des hydroxydes métalliques et les additifs volatils créent tous des gaz qui doivent être évacués de la cavité. Une ventilation insuffisante provoque :
- Combustion à effet diesel aux emplacements de dernier remplissage — dépôts de charbon qui sont souvent diagnostiqués à tort comme un rougissement de la porte ou une dégradation du matériau
- Plans courts de la contre-pression du gaz dans les sections épaisses
- Cloquage superficiel de l'humidité emprisonnée ou des composants FR volatils
Recommandations de profondeur de ventilation pour les grades FR
| Matériau / Système FR | Profondeur de ventilation (terre, mm) | Largeur de ventilation (mm) | Profondeur du dégagement de ventilation (mm) | Intervalle de nettoyage |
|---|---|---|---|---|
| ABS / FR bromé | 0,012 à 0,018 | 5 à 8 | 0.5 | Tous les 100 000 tirs |
| PC/ABS/RDP | 0,010-0,015 | 5 à 8 | 0.5 | Tous les 80 000 tirs |
| PA66 / AlPi | 0,010-0,015 | 4 à 6 | 0.3 | Tous les 120 000 tirs |
| PA6 / mélamine | 0,008 à 0,012 | 4 à 6 | 0.3 | Tous les 30 000 à 50 000 tirs |
| PP/ATH intumescent | 0,015 à 0,020 | 6 à 10 | 0.5 | Tous les 80 000 tirs |
| PPS (FR inhérent) | 0,005 à 0,008 | 3 à 5 | 0.2 | Tous les 150 000 tirs |
Les composés FR à base de mélamine ont le comportement d'encrassement des évents le plus agressif. Un moule de production fonctionnant avec du PA6/MC qui n'est pas nettoyé dans les délais aura des évents bloqués dans les 50 000 tirs, ce qui entraînera des brûlures, des tirs courts et le rejet de pièces.
Recommandation de conception : Pour les qualités FR à forte tendance au dégazage (mélamine, systèmes intumescents), concevez les évents sous forme d'inserts remplaçables lorsque cela est possible. Cela permet de nettoyer les évents hors ligne pendant que le moule continue de fonctionner avec un jeu de pièces de rechange propre.
7. Considérations relatives à la qualité et à la conformité
7.1 Vérification de la carte jaune UL94
La classification UL94 imprimée sur une fiche technique du matériau est une allégation marketing du fournisseur. La source faisant autorité est la Base de données UL Product iQ (anciennement Yellow Card) . Avant de spécifier un matériau FR pour une application réglementée UL94, vérifiez :
- La qualité et le lot exacts correspondent à une liste de carte jaune actuelle.
- La note s'applique à l'épaisseur de paroi de votre pièce : de nombreux matériaux perdent une classe de note avec des parois plus fines.
- La couleur est répertoriée — les systèmes de pigments affectent les performances FR
- La date d'expiration du certificat est actuelle : UL effectue des tests périodiques et les évaluations peuvent être retirées.
7.2 Impact de la couleur sur les performances FR
Les systèmes pigmentaires interagissent avec les additifs FR de manière à réduire les performances d'une classe UL94 complète. Le noir de carbone (utilisé dans les composés noirs) améliore généralement les performances du FR – il favorise la formation de charbon. Les pigments blancs (TiO₂) sont neutres à légèrement négatifs. Les pigments organiques (en particulier les pigments azoïques jaunes et rouges) peuvent interférer avec les systèmes FR au phosphore.
Règle : Qualifiez toujours les performances FR sur la couleur de production, et non sur les données de référence naturelles ou noires uniquement. Si un client a besoin du V-0 en plusieurs couleurs, obtenez la vérification UL Yellow Card pour chaque couleur séparément.
7.3 Performances FR des lignes de soudure et des lignes de tricot
La région de la ligne de soudure d'une pièce FR moulée par injection présente généralement un caractère ignifuge réduit par rapport à la masse. Dans la zone de soudure, les fibres de verre s'alignent parallèlement au front d'écoulement et la distribution des additifs FR peut être non uniforme. Les tests doivent inclure des échantillons découpés dans les régions de la ligne de soudure pour les applications présentant des exigences critiques en matière de sécurité incendie.
7.4 Rebroyage et recyclage
Les additifs FR – en particulier les systèmes halogénés – compliquent la recyclabilité en fin de vie. Le rebroyage intra-processus (carottes d'injection, canaux, pièces rejetées) à partir de composés FR bromés nécessite :
- Taux de rebroyage maximum : 10 à 15 % en poids – des taux plus élevés dégradent les performances FR et augmentent la génération de gaz
- Les produits rebroyés ne doivent pas être mélangés à plusieurs familles chimiques ignifuges : les produits bromés bromés contaminant des composés sans halogène créent une incertitude en matière de conformité.
- Documenter le taux de rebroyage dans les enregistrements de processus pour la traçabilité
8. Dépannage : défauts courants de qualité FR et causes profondes
| Défaut | Cause probable liée au FR | Action Corrective |
|---|---|---|
| Stries argentées / évasé | Humidité dans le composé FR ; décomposition volatile FR | Augmentez le temps/température de séchage ; réduire la température de fusion ; vérifier le stockage du matériel |
| Décoloration jaune/marron au niveau de la porte | Décomposition thermique FR au niveau de la buse à canal chaud | Réduisez la température de la buse ; minimiser le temps de séjour ; purger plus fréquemment |
| Dépôts blancs à la surface de la cavité | Sublimation mélamine (systèmes MC/MPP) ou migration RDP | Nettoyer la cavité avec un solvant approprié ; augmenter la fréquence de nettoyage ; envisager le revêtement DLC |
| Brûlage à l'emplacement de dernier remplissage | Ventilation insuffisante ; dégazage dû à la décomposition du FR | Ajouter ou approfondir les évents à l'endroit de la brûlure ; réduire la vitesse d'injection |
| Flash (nouvelle apparition) | RDP agissant comme plastifiant réduisant la viscosité | Réduire la température de fusion ; vérifier le matériel MFI par rapport au lot précédent ; réduire la vitesse d'injection |
| Brillance réduite | Dépôts de moisissures dus à la migration FR | Nettoyer la cavité ; appliquer un revêtement PVD ou DLC |
| Plans courts (previously stable tool) | Évents bloqués des dépôts FR | Nettoyez immédiatement les bouches d'aération ; mettre en œuvre un entretien programmé des évents |
| Délaminage / séparation des couches | Contamination incompatible du rebroyé ; humidité | Éliminer la contamination des rebroyés ; vérifier le séchage ; vérifier la certification du lot |
| Échec du test UL94 sur les pièces de production | Changement de couleur sans requalification ; rapport excédentaire de rebroyage ; mur plus fin que certifié | Re-qualifier la couleur ; réduire le rebroyage ; vérifier l'épaisseur de la paroi au niveau des sections minces |
9. Conclusion
Les qualités de moulage par injection ignifuges présentent une combinaison unique de sensibilité du processus, d'agressivité des outils et de complexité de conformité que les thermoplastiques techniques standards ne présentent pas. Les conséquences d'une mauvaise gestion des matériaux FR s'étendent au-delà de la qualité des pièces : les composés FR dégradés peuvent corroder les vis et les cylindres, bloquer les évents, se déposer dans les cavités et, dans le pire des cas, générer des gaz toxiques dans l'environnement de traitement.
Le chemin vers une production fiable de qualités FR est systématique : sélectionnez la chimie FR adaptée à la température d'application et aux exigences réglementaires, spécifiez l'acier du moule et les traitements de surface appropriés à cette chimie, mettez en œuvre des contrôles de séchage et de processus plus stricts et établissez des programmes de maintenance préventive qui tiennent compte des caractéristiques d'encrassement et d'usure accélérées des composés FR. L’intégration de ces facteurs au stade de la conception coûte une fraction de ce que coûte leur correction en production.
Articles connexes :
- Moulage par injection de boîtiers de batterie EV : PA66 GF50 contre PPS GF40 — Compromis d'ingénierie
- Top 8 des matériaux de moulage par injection pour 2026
- Guide de sélection pour l’acier pour moulage par injection de haute précision
- Solins de moule dans le moulage par injection : causes, prévention et élimination
- Obtenir une finition de surface optimale dans le moulage par injection plastique
Moule IMTEC | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, Chine | [email protected] | 86 153 5648 7586

