
Réponse principale : Faisabilité technique et évaluation économique de la reprise de 2 à 4 cavités
La conversion d'un moule à injection de 2 empreintes à 4 empreintes est techniquement à haut risque et implique généralement une refonte complète de la disposition du fond de moule, de l'équilibrage des canaux et de l'intégration du refroidissement. La réponse directe : À moins que le moule n'ait été conçu à l'origine comme un « moule en pont » avec un espacement pré-attribué ou qu'il utilise un système d'inserts interchangeables, le coût de la modification et le risque d'échec de la production dépassent souvent l'investissement nécessaire à la construction d'un nouvel outil à 4 empreintes.
Barrières techniques critiques dans le doublement des cavités
Doubler le nombre de cavités n’est pas simplement une question d’espace physique ; cela nécessite une réévaluation fondamentale de Dynamique des fluides de moulage par injection .
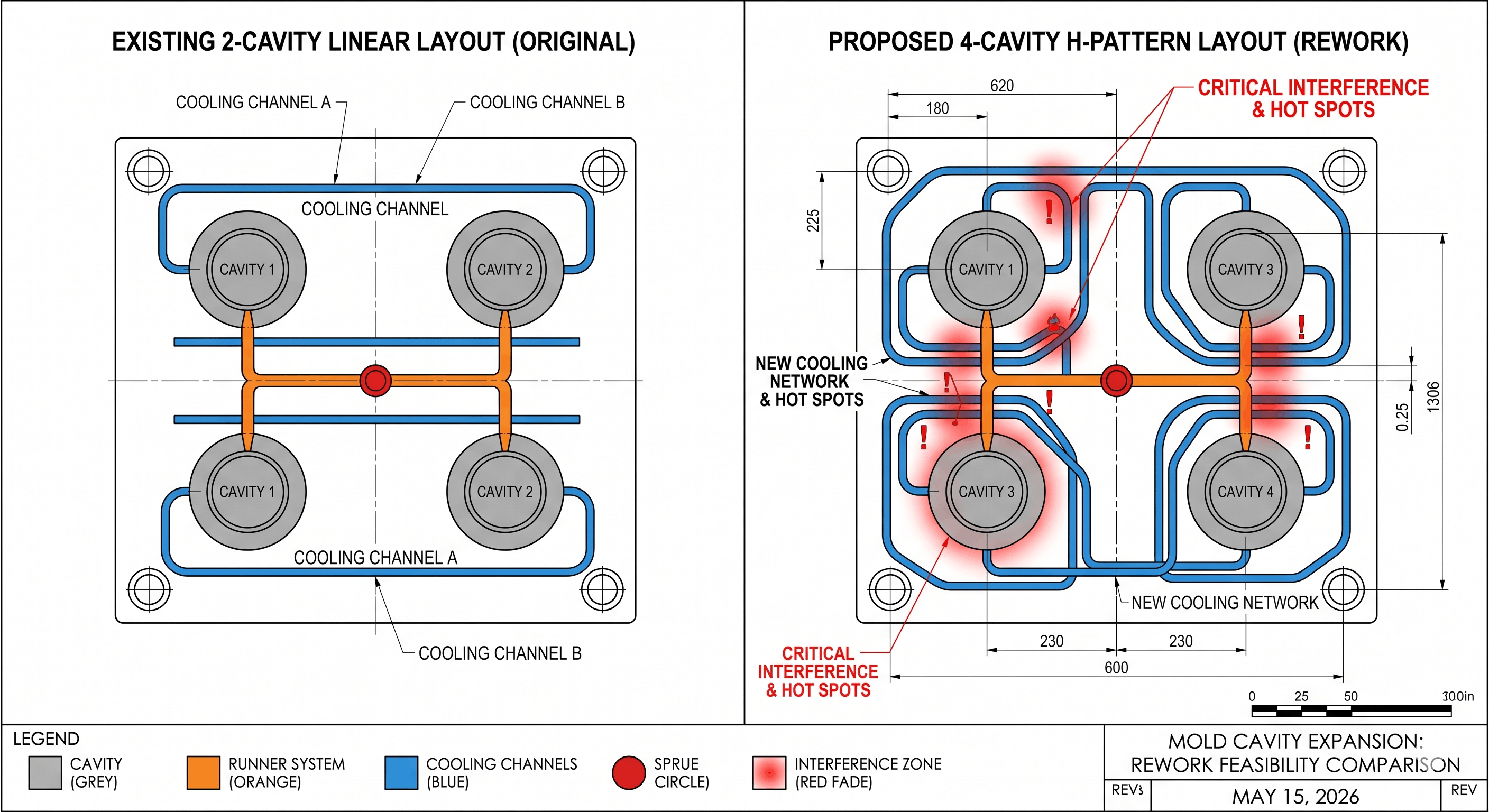
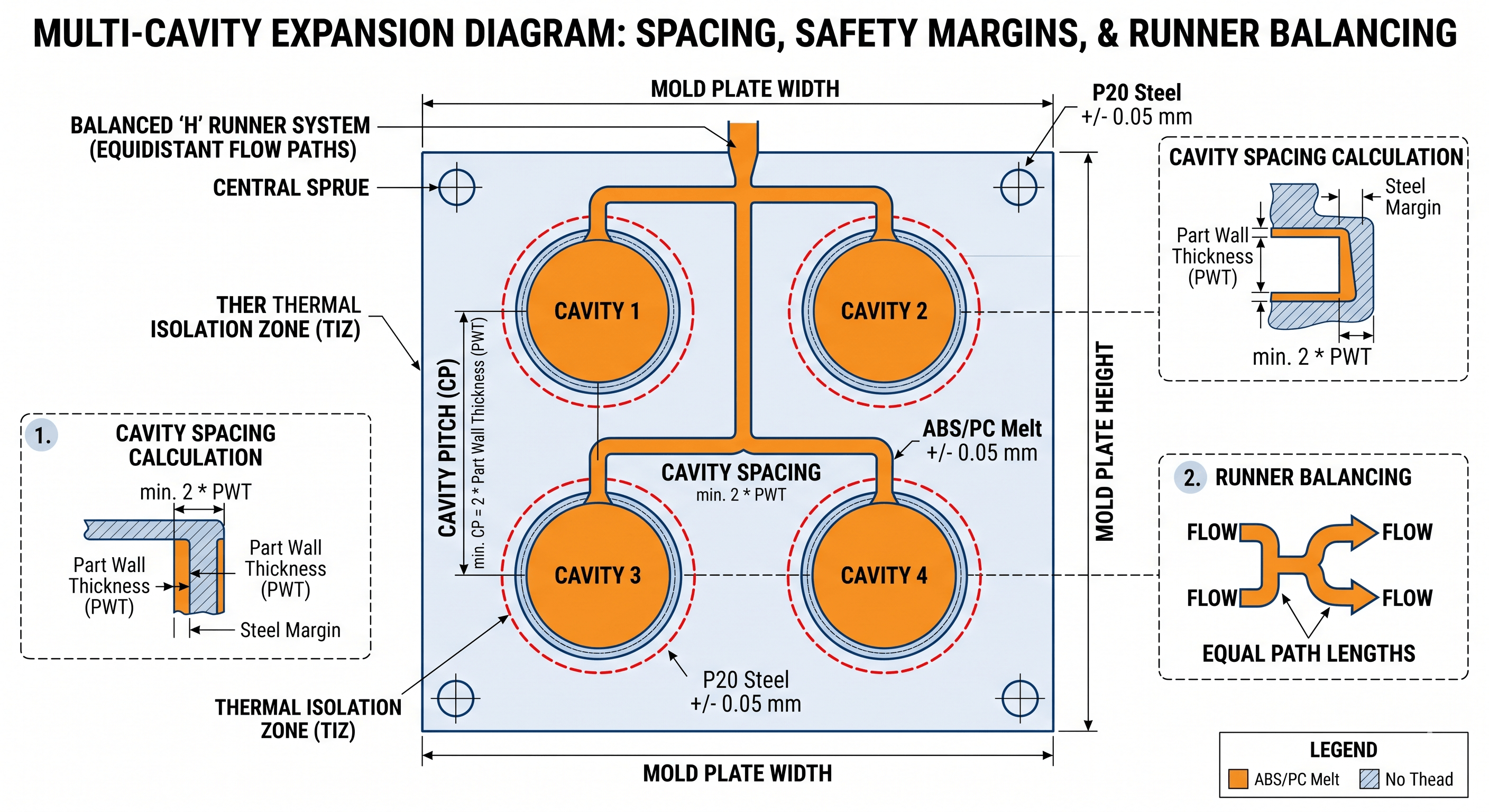
- Équilibrage des coureurs : Un moule à 2 cavités utilise généralement un canal en ligne droite. L'expansion à 4 cavités nécessite une transition vers un Motif en H ou symétrie circulaire pour garantir une pression, une température et un temps de remplissage identiques dans toutes les cavités. Si le point d'alimentation central est fixe, il est presque impossible d'atteindre cet équilibre après la construction sans compromettre la qualité de la pièce.
- Charge thermique et logique de refroidissement : L'ajout de cavités double l'énergie thermique entrant dans le moule. Existant Canaux de refroidissement (Les conduites d’eau) sont rarement positionnées pour gérer la chaleur supplémentaire. Le fait de ne pas réacheminer ces lignes crée des « points chauds », entraînant un retrait inégal, une déformation et des temps de cycle considérablement plus longs.
- Intégrité structurelle : L'usinage de nouvelles cavités dans un support de moule existant affaiblit les piliers et les plaques de support. Sous une pression d'injection élevée, les plaques de moule peuvent subir Micro-déviation , provoquant un éclat ou des dommages irréparables à la ligne de joint.
Matrice de décision technique : refonte ou nouvelle construction
La comparaison suivante présente les compromis entre la modernisation d'un ancien outil et l'investissement dans un nouveau moule haute performance.
| Métrique d'évaluation | Retravailler l'outil existant (rénovation) | Nouvelle construction à 4 cavités (nouvel investissement) |
|---|---|---|
| Coût initial | Inférieur (économise 30 % à 50 % sur l'acier) | Plus élevé (dépenses d’investissement totales) |
| Efficacité de production | Instable ; entraîne souvent des cycles plus longs | Élevé ; optimisé via un refroidissement conforme |
| Cohérence des pièces | Pauvre ; risque élevé de variation d'une cavité à l'autre | Supérieur ; validé via simulation CAE |
| Longévité des outils | Réduit ; zones de soudure sujettes aux fissures | Longue ; intégrité structurelle totale |
| Fréquence d'entretien | Élevé ; stress sur les joints et les glissières | Faible ; utilise des composants standardisés |
Évaluation numérique : comment quantifier la « retravaillabilité »
Avant d'approuver une modification, les ingénieurs doivent valider le projet à l'aide de trois KPI quantitatifs :
- Validation de la force de serrage : La surface totale projetée (A) de 4 pièces multipliée par la pression dans la cavité § ne doit pas dépasser 80 % de la force de serrage nominale de la machine (F).
Formule : F > (A1 A2 A3 A4) * P / 0,8 - Pas de cavité et sécurité de l'acier : Il doit y avoir une épaisseur minimale de paroi en acier d'au moins 2 fois l'épaisseur maximale de la paroi de la pièce entre les cavités pour garantir la stabilité thermique.
- Rapport de capacité de tir : Le poids total de 4 pièces doit idéalement se situer entre 20 % et 80 % de la capacité maximale de tir de la machine d’injection pour éviter la dégradation du polymère.
Extraits contextuels
- Qu’est-ce que l’équilibrage des coureurs ? Il s'agit d'une pratique technique consistant à concevoir des chemins d'écoulement de longueur égale pour garantir que le plastique fondu atteigne simultanément chaque cavité, empêchant ainsi les fluctuations du poids et des dimensions des pièces.
- Qu'est-ce que la force de serrage ? Pression appliquée par la machine de moulage par injection pour maintenir le moule fermé contre la pression interne générée par le plastique injecté.
- Pourquoi Rework provoque-t-il un « Flash » ? Un flash se produit lorsque du plastique fuit entre les moitiés du moule, souvent causé par une force de serrage inadéquate ou une déflexion de la plaque après l'ajout de plus de cavités que ce que la base du moule était conçue pour supporter.
Auteur : IMTEC Moule
Qualités : Ce guide technique a été rédigé par IMTEC Mould. Avec plus 18 ans d'expérience dans la fabrication de moules de haute précision
Compétences : Spécialisé dans les protocoles DFM (Design for Manufacturing), d'optimisation multi-empreintes et de moulage par injection de qualité médicale.

